בפירוט: תיקון זוג בוכנה עשה זאת בעצמך מאסטר אמיתי לאתר my.housecope.com.
שימוש: שחזור משטחים בלויים של חלקים מדויקים, כגון זוגות בוכנה של משאבות דלק בלחץ גבוה. מהות ההמצאה: משטחי נושא נוצרים על בוכנה בלויה בצורה של חגורות גליליות, הממוקמות באופן שווה לאורך ציר הבוכנה, ורצועות סגורות לאורך היקפי החריצים החתוכים. רוחב הרצועות והחגורות נבחר בתוך 3-4 מ"מ כאשר השטח הכולל שלהם הוא 46-56% משטח הבוכנה. המשטחים התומכים נוצרים על ידי שקיעה אלקטרו-אירוזיבית של ציפוי דו-שכבתי עם עיוות פלסטי של פני השטח של שכבת הציפוי הראשונה, למשל, עמיד בפני שחיקה מ-VK 8, לפני יישום השכבה השנייה של חומר נגד חיכוך, למשל, שבוצעו על ידי אלקטרודת נחושת-גרפיט, לאחר הציפוי, הבוכנה מוקפת בחפיפת ברזל יצוק בתוספת משחות שוחקות. נעשה שימוש בזוג המשוחזר במקום החדש. 1 חולה.
ההמצאה מתייחסת לשיטה לשיקום אלקטרו-אירוזיבי של משטחים בלויים של חלקים מדויקים וניתנת לשימוש בהנדסת מכונות ותיקון מכונות לשיקום זוגות בוכנה של משאבות דלק בלחץ גבוה (HPFP).
שיטה ידועה לשחזור פרופיל העבודה של חלקים הפועלים בתנאים של בלאי לא אחיד, לפיה מוחלת מראש שכבת הגנה על משטח העבודה של פרופיל החלקים, שעוביו הוא הגבול למצב האלקטרואירוסי הנבחר ( ed.st. CCCP N 698746, class B 23 H 9/00, 1979).
החיסרון של השיטה הידועה הוא שעובי השכבה המגביל עבור מצב האלקטרואירוסיב הנבחר מאופיין בריכוז של פגמים ולחצי מתיחה שיוריים, דבר שאינו רצוי בעת זיווג חלקים של זוגות מדויקים.
| סרטון (לחץ להפעלה). |
הקרובה ביותר לפתרון הטכני המוצע היא שיטת שחזור של זוגות בוכנה, לרבות היווצרות משטח נושא על הבוכנה בצורה של חגורות גליליות עם ציפוי נגד חיכוך (ed. St. N 1715864, C 21 D 1/78 , 1992).
השיטה הידועה אינה מספקת התאוששות מלאה של חיי השירות והפרמטרים התפעוליים של זוג הבוכנה.
ההמצאה מבוססת על המשימה של הטמעת שיטה כזו שתגדיל את המשאב של זוג הבוכנה, תגביר את תהליך הכניסה של משטחי ההזדווגות לאורך זמן על ידי שיפור איכות ההתאוששות.
הבעיה נפתרת על ידי העובדה שבשיטת שחזור זוג בוכנה הכוללת יצירת משטח נושא על הבוכנה בצורת רצועות גליליות עם מריחת ציפוי אנטי חיכוך, על פי ההמצאה, רצועות גליליות ממוקמות באופן שווה לאורך ציר הבוכנה ומשטחי מיסבים נוספים נוצרים בצורה של רצועות סגורות לאורך היקפי החריצים החתוכים, בעוד שרוחב הרצועות והחגורות הגליליות נבחר בטווח של 3-4 מ"מ עם סך שלהם שטח של 46-56% משטח הבוכנה, המשטחים התומכים נוצרים על ידי שקיעת אלקטרו-ארוזיה של ציפוי דו-שכבתי עם דפורמציה פלסטית של פני שכבת הציפוי הראשונה לפני יישום השני, אנטי חיכוך.
היתרונות של השיטה המצורפת הם שיישום שכבת הציפוי התחתונה של חומר עמיד בפני שחיקה, והעליון של חומר אנטי-חיכוך מספק לא רק עמידות בפני שחיקה גבוהה, אלא גם חפיפה וריצה טובה; טיפול פלסטי משטח של השכבה התחתונה לפני מריחת העליונה מבטיח הידבקות טובה של השכבה למצע, שינוי של מתחי המתיחה הפנימיים ללחצים פנימיים ופיזור אחיד של עובי שכבת הציפוי.
ציפוי בצורת רצועות ברווח שווה ולאורך היקף החריץ החתוך מספק היווצרות של חללים מיקרו, התואמים במטרתם לאטמים מבוך.
ערכי שטח הציפוי בטווח של 46-56% משטח ההתאוששות הכולל ברוחב רצועת ציפוי של 3-4 מ"מ נקבעים על ידי מחקרים ניסיוניים נוספים ומספקים גודל מספיק של המשטח התומך ואת אטימות זוג הבוכנה. .
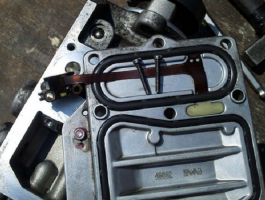
השרטוט מציג תצוגה כללית של מכלול זוג הבוכנה, ששוחזר בשיטה הנטענת. זוג בוכנה כולל: בוכנה 1, תותב בוכנה 2, חריצים חתוכים 3, חור צירי בבוכנה 4, חור קוטר בבוכנה 5, חור כניסה בתותב 6, חור עוקף בתותב 7, ציפוי משטח עבודה של הבוכנה המורכב מבלאי תחתון- שכבה עמידה 8 ושכבה עליונה נגד חיכוך 9.
דוגמה ליישום ספציפי של השיטה.
הבוכנות השחוקות של משאבות דלק בלחץ גבוה של מנועי דיזל KamAZ-740, עשויים פלדה ShKh15, צפו בציפוי עמיד בפני שחיקה במקומות מעל החריץ החתוך, מתחת לחריץ החתוך, לאורך קצוות חריץ חתוך עם אלקטרודת סגסוגת עמידה בפני שחיקה עשויה מחומר VK8 במצבים הבאים: חוזק זרם I 0.8A, תדר זרם f 200 הרץ, זמן סימום 
= 1 דקה/ס"מ 2 עם היווצרות רוחב רצועות הציפוי 3-4 מ"מ והשטח הכולל של הציפוי הנוצר Fpokr. 46-56% משטח שיקום הבוכנה עם סידור אחיד של פסי ציפוי על פני השטח לשיקום.
לאחר מריחת הציפוי, משטחי הבוכנה לשיקום מטופלים ברולר מיוחד עם שלושה גלילים בכוח גלגול של 100 ק"ג. הציפוי מחדש של אותם אזורים מתבצע באמצעות אלקטרודה נגד חיכוך נחושת-גרפיט במצבים I 1.2A, f 200 הרץ,
\u003d 1 דקה / ס"מ 2 ..
לאחר הגדלת הקוטר החיצוני של הבוכנה בסעיפים 8, 9, הוא נטחן בחיק ברזל יצוק בתוספת משחה שוחקת, ולאחר מכן בשילוב עם שרוול הבוכנה 2 עם משחה שוחקת. לאחר מכן, זוג הבוכנה ששוחזר בדרך זו משמש במקום חדש.
מחקר לקביעת התלות של משך זמן הפעולה בשעות של זוג בוכנה משוחזר תוך הבטחת אספקת דלק תפעולית על רוחב רצועת הציפוי הנוצר בוצע על מעמד מיוחד STAR-12F לאספקת דלק מחזורית עם חיי שירות של לפחות 2500 שעות. תוצאות המחקר מצביעות על כך שעם רוחב הרצועה שנוצרה ציפויים של 3 מ"מ או יותר מספקים פעולה יציבה. הגבלת רוחב פס הציפוי המרבי של 4 מ"מ נקבעת על פי כדאיות כלכלית.
מחקר לקביעת התלות של זמן הפעולה בשעות של זוג בוכנה משוחזר תוך שמירה על רוחב פס ציפוי של 3-4 מ"מ והבטחת אספקת דלק תפעולית, בהתאם ליחס בין השטח הכולל של הציפוי שנוצר (Fcover) לאזור התאוששות הבוכנה (Fplung. ) בוצע על מעמד מיוחד STAR -12F לאספקת דלק מחזורית תוך הבטחת חיי שירות של לפחות 3000 שעות. תוצאות מחקרים של זוגות בוכנה משוחזרים קבעו את משך הזמן הארוך ביותר של פעולה של זוג בוכנה עם שטח כולל של הציפוי שנוצר (Fcover) השווה ל-46-56% משטח התאוששות הבוכנה (Fplunger) עם פסי ציפוי שנוצרו ברוחב של 3-4 מ"מ עם מיקומם האחיד על המשוחזר. פני השטח ועמידה במשאב של זוג בוכנה חדש.
שיטה לשיקום זוג בוכנה, בה היווצרות משטח נושא על הבוכנה בצורת רצועות גליליות כוללת יישום של ציפוי אנטי חיכוך, המאופיינת בכך שהרצועות הגליליות מרווחות באופן שווה לאורך ציר הבוכנה ויוצרות משטחי נשיאה נוספים בצורת רצועות סגורות לאורך היקפי החריצים החתוכים, בעוד שרוחב הרצועות והחגורות הגליליות נבחרים בתוך 3-4 מ"מ עם שטחם הכולל של 46 56% משטח הבוכנה. , המשטחים התומכים נוצרים על ידי שקיעת אלקטרו-ארוזיה של ציפוי דו-שכבתי עם דפורמציה פלסטית של פני השטח של שכבת הציפוי הראשונה לפני יישום השני, אנטי חיכוך.

נתחיל מהקטן ביותר, מהי בוכנה? הבוכנה היא מעין בוכנה העשויה בצורת גליל, אורכה עולה על קוטרו. במכוניות דיזל וציוד דלק, מה שנקרא זוגות הבוכנה הפכו נפוצים. זוג הבוכנה מורכב מבוכנה ושרוול.
זוג הבוכנה הוא אחד החלקים העיקריים של משאבת הדלק בלחץ גבוה או בקיצור משאבת דלק בלחץ גבוה. משאבת הדלק בלחץ גבוה מציינת ומספקת את מנת הדלק הנדרשת בזמן הנכון למנוע. הוא גם מספק אותו בלחץ מסוים ומוזן לתוך הצילינדרים של המנוע. על מנת למנוע דליפת דלק בלחץ גבוה דרך הרווח בין השרוול לבוכנה, הרווח קטן מאוד, 1-3 מיקרון בלבד. בוכנות ושרוולים עשויים מפלדה בחוזק גבוה שהוקשחה לחוזק גבוה, וכתוצאה מכך זוג חלקים באיכות גבוהה מדויקת שלא ניתן לשנות בנפרד.
עבור זוגות בוכנה, נוכחות המים בסולר היא הרסנית, שכן כאשר הם נכנסים למרווח של חלקים מדויקים, סרט הדלק שמשמן את הזוג על משטחי שפשוף נשבר והבוכנה פועלת זמן מה ללא שימון. כתוצאה מכך, מה שנקרא "תופס" נוצרים על המשטחים, וכתוצאה מכך הם נדחסים. ובכן, עצם חדירת המים ידועה מהיכן, מדובר בסולר באיכות נמוכה, וגם מים תורמים לקורוזיה של השרוול והבוכנה, זה מוביל לתיקון מיידי של הבוכנות.
בנוסף למים, לעיתים קרובות נוצרות בעיות גם כתוצאה מחלקיקי אבק מיקרוסקופיים שנכנסים לדלק, זה עובד ככלי שוחק, וגם פוגע בזוג הבוכנה במשאבה. עקב חדירת זיהומים שונים למנגנון של זוג הבוכנה, מתרחשים גם חסימה ושיבוש של המשאבה והמנוע של המכונית, כל זה מוביל לתיקון.
זוגות בוכנה של משאבות דלק בלחץ גבוה הם מנגנון בעל דיוק גבוה ועל מנת למנוע את כישלונו, יש צורך לאבחן באופן קבוע את זוג הבוכנה ולהשתמש בדלק איכותי.
לאבחון זוג בוכנה של משאבת דלק בלחץ גבוה, יש צורך בציוד מיוחד המאפשר לבדוק את מידת הבלאי של זוג הבוכנה, ורק לאחר מכן, במידת הצורך, הוא מוחלף בחדש. או משוחזר. התיקון של זוג בוכנה מורכב משיקום מלא של הפרמטרים הגיאומטריים של השרוול והבוכנה עצמה. השרוול משוחזר על ידי עיבוד מכני. הבוכנה מתוקנת על ידי מריחת כרום קשיח עמיד בפני שחיקה עליה. באופן עצמאי במוסך ללא ציוד, כלומר. בצורה אומנותית, אי אפשר לתקן בוכנות.
תירשם בשביל חשבון. זה פשוט!
כבר רשום? היכנס כאן.

שלום למשתמשי הפורום היקרים!
שאלה/בעיה מהסוג הזה.
יונדאי טראקאן 2.9 crdi, נוזל הקירור יצא, הם הסיעו את האוטו לשירות, יש "מומחים" (אם לומר את האמת, העיר קטנה ומומחים ב
כמעט אין לנו יונדאי) הם אמרו שהדליפה נבעה מהמשאבה, הם החליפו את המשאבה, אנחנו לא נוסעים במכוניות לעתים קרובות, אז רק אחרי כמה חודשים
שם לב שהבעיה לא נפתרה ונוזל הקירור עדיין נעלם ויש למלא. הם הסיעו אותו לשירות אחר, אמרו שהנזילה מגיעה מתחת ל"מכסה קדמי של המנוע" ויש צורך להחליף את האטם ש"סחט / נשחק מדי פעם", המליצו להזמין ערכה ולהחליף הכל כבר (כי לדבריהם, אטם אחד לא נמכר בנפרד), בהתחשב בזה ובעובדה שהשירות לא יודע אם יש צורך להסיר את המנוע (הם עדיין לא עשו עבודה כזו), יש לי השאלות הבאות.
1. האם עליי להסיר את המנוע כדי להחליף אטם זה, "מתחת לכיסוי הקדמי של המנוע" או שניתן להחליף אותו מבלי להסירו?
אם הבנתי נכון המאסטר - שהסביר לי, היא סוג של "סוגרת" את החלונות של מערכת הקירור, ונמצאת מתחת למשאבה או מסביב לה. - (קניתי רכב נתמך, לאחרונה, אז אני חלש בתיקון שלהם ובדברים אחרים)
2. האם ניתן לקנות והאם אטם אחד נמכר בנפרד?
או בכל זאת לקנות ערכה ולהחליף הכל, או לקחת ערכה ולהחליף רק אחת? - הם המליצו לקנות את הערכה המקורית, האם היא הרבה יותר טובה מה"לא מקורית"?
3.למיטב הבנתי, יש סבירות גבוהה שהמשאבה הישנה תקינה ומתפקדת במלואה, האם אני יכול איכשהו לקבוע זאת בבדיקה ויזואלית, או פשוט לשאול מומחה?
נ.ב. תודה מראש על התשובות, אם איכשהו יצרתי את הנושא בצורה לא נכונה, או בקטע הלא נכון, אני מתנצל בפני ההנהלה ובמידת האפשר עורך/עובר לנכון.
ps2. באינטרנט, על פי בקשה למכסה, זה הופיע, נכון?
בפעם הראשונה שאני כותב לפורום, אני מבקש מכם להגיב בבקשה לבעלים החדש (הלא מנוסה) של טרייק ולסלוח לי שלא ידעתי את החלק הטכני!
הבעיה התחילה עם הגעת החום, שמעתי שהיה צליל חדש בחלק האחורי של הרכב (בהתחלה חטאתי בגומי), התברר שלא.
הגעתי לשירות הרשמי, המאסטר הרים את המכונית, אמר שלצורך החלפת מיסבי גל הציר, שהזמנתי בהצלחה באמצעות הפורום (סירבו להחליף אותי שם, כי לא יכלו להבטיח את איכות התיקון, אומרים שהם כבר שברו את ציר הציר)
נרשם להחלפה במשרד אחר. שירות, כשהתחילו לעבוד, התברר שלא מדובר במיסבי גל סרנים, אלא במיסב של גלגל ההינע של הציר האחורי (שוק), הם סובבו את הקרדן בידיים והרגישו כשל במסבים.
אז אני רוצה לשאול אותך, האם נתקלת בבעיה הזו והאם אתה צודק בשירות?
אם כן, ספר לי מה משתנה במקביל למיסב השוק (גשר LSD), מהם מספרי החלקים.
מצורפת את סימון הבוכנה וערכת תיקון האטמים עבור ה-4JG2 שלי. תרסיס שמאלי. המאסטרים אמרו שסרף, דליקי יתאים לי. למעשה, זה לא הסתדר כך.
האם יש לשמן את הפיר עצמו במשחת גויה ולצעוד סביבו?
יש בחנות 5 בוכנות למנוע הזה, המליצו לי להביא את הישנה ולאסוף. זה עבור מעדנה, גלישה, bighorn 9600, ואז עולה 10800, 12000. היקר ביותר שלי הוא 14500 רובל. מיפן העריכו את זה לפי הצלחת (בחנות אחרת) - 9600 רובל. אבל התבלבלתי כשהמוכר אמר שהם זהים בכל 4JG2.
מהי פסטה גויה? הרוג את הבוכנה. הפקידו את העסק הזה בידי אומנים עם מעמד רגיל, אני לא ממליץ לטפס בעצמכם. בוודאי אין בעלי מלאכה ביוז'נו-סחלינסק. זוגות בוכנה נמכרים כבר טחונים בגודל הנכון - הדבק רק יגדיל את הפער, הלחץ יירד והקיטור ילך לפח. לדוגמה, בשירות של אח, לפני ההרכבה, המשאבה והקיטור נשטפים היטב, מחליפים את כל הגומיות ומדסקי הנחושת במשאבה (כן, הם חד פעמיים), קופסת המילוי ואז המשאבה המורכבת "רודפת" במשך זמן מה על הדוכן, הלחץ נמדד, "מנת הדלק" ההתחלתית, מתבצעת התאמה וכו'. וכו '
ותג המחיר הוא בערך 7-10 רובל לכל דבר. נהגתי באוטו בבוקר, אספתי אותו אחר הצהריים - יוציאו / יתקין את המשאבה, יחליפו בוכנה, יכוונו אותו כמו שעון, במידת הצורך - יחליפו רצועת טיימינג, אטמי ראש, יבדקו מזרקים, יחליפו מרססים (בעצם הכל בתוספת תשלום). זוג בוכנה כלול בכסף הזה (משוחזר עם כרום ממשאבה דומה ולא משנה מה יגידו המתנגדים לשיטה הזו - החלקתי בעצמי 4 שנים ואני אפילו לא חושב לטפס למשאבה, לפני חודש פשוט החלפתי את הגומיות, כי הטבעת על ההדק התבלה והמשאבה התחילה לדלוף - 30 דקות פעולה).
נ.ב: העיקר להחליף את המסנן בזמן ולא להציף את הסולריום ממקור לא ידוע.
תהליך טכנולוגי תיקון של זוגות בוכנה ציפוי ניקל כימי כולל את הפעולות הבאות:
- כביסה, בקרה ומיון של חלקים;
- עיבוד מכני של בוכנות ושרוולים;
- ציפוי ניקל כימי של בוכנות;
- עיבוד של בוכנות לאחר הארכה;
- בחירה וטחינה הדדית של חלקים;
- שליטה וקבלה של קיטור.
כביסה, בקרה ומיון של זוגות בוכנה. השליטה והמיון של זוגות הבוכנה מורכבת מבדיקה חיצונית של חלקים ובדיקת צפיפות. יש להקדיש תשומת לב מיוחדת לאיתור קורוזיה. אם נמצאו עקבות של קורוזיה או שריטות אורכיות, החלקים יתוקנו.זוגות בוכנה עם משטח עבודה חלק נבדקים לצפיפות. זוגות בוכנה, שצפיפותו פחותה מהנורמה, לפרק; בוכנות ושרוולים נשלחים לתיקון.
עיבוד בוכנה. על מנת לתת למשטח העבודה את הצורה הגיאומטרית הנכונה, כמו גם להסיר משיכות וסיכונים, החלקים נתונים לעיבוד מכני (ראשוני וגימור). חיכוך ראשוני של משטח העבודה של הבוכנות עם חיפוי ברזל יצוק מתבצע על גבי ראש או מחרטה לגימור מיוחד.
עיבוד שרוול. עיבוד שרוולים כולל את הפעולות הבאות:
- חיטוי ראשוני של החור;
- חורים דקים;
- חיכוך של משטח הקצה;
- שליטה ומיון של חלקים לקבוצות.
ציפוי ניקל כימי של בוכנות. משטחי הבוכנה שאינם נתונים לציפוי ניקל כימי מכוסים בשכבה דקה ורציפה של לכה PVC ומייבשים בתנור בטמפרטורה של 30-40 מעלות צלזיוס. כדי להבטיח הידבקות טובה של הסגסוגת, פני השטח של הבוכנה. החלק מסולק בקפידה עם בנזין וסיד סידן-מגנזיום.
עיבוד לאחר הארכה. במידת הצורך, החלקים נטחנים כדי לתת למשטח העבודה צורה גיאומטרית קבועה יותר. ההקפה צריכה לנוע בחופשיות לאורך ציר הבוכנה ב-150-200 סל"ד של החלק. בעת העיבוד, מומלץ להשתמש במשחת GOI דקה. לאחר שטיפה יסודית בבנזין, החלקים נמדדים וממוינים לקבוצות לפי גודל הקטרים של משטחי העבודה במרווח של 2 מיקרון.
בחירה וטחינה הדדית. לאחר העיבוד הסופי, הבוכנות נבחרות ומותאמות לשרוולים. הבוכנה צריכה להיכנס לשרוול כאורך חגורת העבודה. שחיקה הדדית של חלקים מתבצעת ב-150-200 סל"ד של הציר. במקרה זה, נעשה שימוש במשחת GOI דקה או תחמוצת אלומיניום. הזיזו את השרוול לאורך הבוכנה בצורה חלקה, ללא לחץ. סוף הגימור מאופיין בתנועה חופשית יותר של השרוול על פני כל משטח המדריך.
אדים מוכנים נשטפים בבנזין ומפוצצים באוויר דחוס.
שליטה וקבלה זוגית. איכות משטחי השחזה נקבעת על ידי בדיקה חיצונית ובדיקת חלקות תנועת הבוכנה בשרוול. לאחר מכן הזוג נבדק עבור צפיפות.
המשטחים המחופפים של הבוכנה והשרוול חייבים להיות בעלי ברק אחיד, נוכחות של משיכות קטנות ביותר בקושי נראות לעין מותרת.
לאחר שטיפת החלקים בסולר, הבוכנה, המורחבת מהשרוול ב-40-50 מ"מ, צריכה ליפול במצב אנכי תחת משקלה העצמי עד שהיא נעצרת בקצה השרוול. אין להתיר התנגדות מקומית, בלימה והדבקה של הבוכנה בשרוול.
הצפיפות של זוגות הבוכנה נקבעת על ידי בדיקת לחץ עם תערובת של שמן MT-16P וסולר עם צמיגות של 10 cst ב-50 מעלות צלזיוס.
אדים נבדקים בלחץ של 300 ק"ג/סמ"ר בטמפרטורת נוזל של 18-20 מעלות צלזיוס.
על אורז. 164 מציג מכשיר לכיווץ זוגות בוכנה. צמד הבדיקה מותקן בשרוול נשלף מיוחד 3, בו ננעל השרוול באמצעות בורג. לשרוול הנשלף יש חריצים להגדרת הבוכנה בזווית הסיבוב ביחס לחלונות השרוול למצב אספקת דלק מקסימלית. מכלול התותבים עם צמד הבדיקה מותקן בשקע של גוף 9 של המכשיר.
קצה השרוול אטום בעקב קרקע 8 ומהודק בבורג 6 דרך המוט 7. העומס 12 מזיז את הבוכנה למעלה דרך מערכת המנופים 1 והדוחף 2. הידית 5 משמשת להרמת המטען למצב העליון, והתפס 11 משמש להבטחתו. ידית מיוחדת 10 נועדה להזין את הבוכנה כלפי מטה במהלך הבדיקה החוזרת.
אורז. 164. מכשיר לבדיקת לחץ של זוגות בוכנה.
הזוג נבדק בסדר הבא. העומס מקובע במצב העליון, שרוול המכשיר, יחד עם דרגש הבוכנה, מותקן בשקע הבית, קצה השרוול נאטם ומלא את החלל מעל הבוכנה בתערובת הלחיצה על ידי פתיחת השסתום 4 של הצינור.ואז תפס העומס משוחרר. תחת פעולת העומס, הבוכנה דוחסת את התערובת ללחץ של 300 ק"ג/סמ"ר ובתנועה כלפי מעלה, סוחטת אותה בהדרגה החוצה דרך הרווח של זוג הבדיקה. משך נפילת העומס, הקובע את צפיפות הזוג, מובחן על ידי שעון העצר. כל זוג נלחץ 3 פעמים. בדיקות נחשבות לנכונות אם ההבדל בין הנתונים המתקבלים של שני ניסויים אינו עולה על 3 שניות. אם ההבדל גדול יותר, יש לשטוף את הקיטור בסולר נקי ולבדוק מחדש.
זוגות בוכנה מתוקנים ממוינים לפי צפיפותם לשלוש קבוצות. הקבוצה הראשונה כוללת זוגות עם זמן כיווץ של 6-10 שניות, השנייה - 10-15 שניות. ובשלישי 15-20 מיץ. כל משאבה מצוידת בזוגות בוכנה מאותה קבוצת צפיפות.
זוגות שאינם עומדים במפרט מבחינת צפיפות נשלחים להרכבה מחדש. במקרה של הידבקות קלה, זוג הבוכנה נשטף שוב ביסודיות בדלק סולר נקי ונלחץ מחדש.
כדי לבדוק באופן שיטתי את מצב המעמד, השתמש בצמדי הבקרה וההפניה. בנוסף, יוצר שרוול בקרה לכל מעמד. באמצעות שרוול זה, שני זוגות בוכנה נבחרים מבין החלקים החדשים, שצפיפותם מתאימה לזמן הכיווץ 6; 10 ו-20 שניות. בחירת כדורי הבוכנה מתבצעת בטמפרטורה של 18 מעלות צלזיוס על תערובת סטנדרטית. זוגות בקרה מסומנים: "K-6 שניות"; K-10 שניות" ו-"K-20 שניות". זוגות אלו מאוחסנים ב-OTK של המפעל.
עבור חלקי ייחוס, הסימון הבא מאומץ: "E-6 sec"; "E-10 sec" ו-"E-20 sec". זוגות אלו משמשים את מנהל העבודה בקרת הסדנה.
ההבדל המותר בצפיפות של צמדי ייחוס ובקרה הוא 0.5 שניות. לזוגות עם צפיפות של 6 ו-10 שניות. ושנייה אחת. לזוגות עם צפיפות של 20 שניות.
בכל יום בתחילת העבודה, כמו גם לאחר מילוי מיכל המעמד בתערובת טרייה, נמדדת צפיפות זוגות הייחוס על התותב העובד של המעמד.
הקריאות של המעמד נחשבות לנכונות אם הצפיפות המתקבלת של הזוג שונה מהנומינלית (מסומנת על צמד הייחוס) בלא יותר משנייה אחת. לזוגות עם צפיפות של 6 שניות, למשך 2 שניות. לזוגות עם צפיפות של 10 שניות. ופ"א 4 שניות. לזוגות עם צפיפות של 20 שניות. אם ההבדל בקריאות גדול מהערכים שצוינו, צמד ההתייחסות נבדק מול שרוול הבקרה. הבדל מותר בקריאות בעת בדיקת צמד ייחוס על שרוולי הבקרה והעבודה מותר לא יותר מ-0.5 שניות. לזוגות עם צפיפות של 6 ו-10 שניות. n 1 שניה. לזוגות עם צפיפות של 20 שניות. אם ההבדל בתוצאות הבדיקה גדול יותר, אזי התותב העובד של המעמד ועקב האיטום מוחלפים בחלקים חדשים. פעמיים בחודש, זוג הייחוס נבדק מול צמד הבקרה על שרוול הבקרה.
לאחר מיון לקבוצות, זוגות בוכנה ממותגים. חלקים המיועדים לאחסון לטווח ארוך נשמרים. לשם כך, זוג הבוכנה נשטף בבנזין טהור, מיובש, קבוע במסגרת מיוחדת וטבול באמבט של שמן תעופה בטמפרטורה של 110-120 מעלות צלזיוס. לאחר הפסקת שחרור הקצף, מסירים את המסגרת עם החלקים. לאחר ניקוז השמן מפני השטח של החלקים, המסגרת למשך 2-3 שניות. טבילה באמבטיה עם תערובת משמרת המכילה 100 גרם פרפין לכל 1 ק"ג שמן תעופה. הטמפרטורה של התערובת היא 75-85 מעלות צלזיוס.
לאחר השימור עוטפים כל זוג בנייר שעווה או אזוקריט ומניחים בקופסה.
תשומת הלב! רשת שירותי רכב במחירים נוחים. בדיקת יישור גלגלים ללא תשלום! אין תורים! תיקון באותו יום!
הורד/הדפס ערכת נושא
הורד את ערכת הנושא בפורמטים שונים או צפה בגרסה להדפסה של ערכת הנושא.
משאבת הדלק בלחץ גבוה היא חלק חיוני של כל מנוע דיזל. בגלל מנגנון זה, הדלק הופך לא רק לנוזל, אלא לתערובת דלק-אוויר. פעולת המשאבה מושפעת גם מחלק כזה כמו זוג בוכנה. היא אחראית על אספקת הדלק והפצתו.
ישנם שני חלקים עיקריים בעיצוב של אלמנט זה - בוכנה ותותב.
הבוכנה מורכבת מבוכנה גלילית קטנה. כאשר המשאבה פועלת, הבוכנה נעה בתוך השרוול. בביצוע תנועות למעלה ולמטה, הבוכנה יונקת דלק, ואז היא מוזרקת לסירוגין לתוך חרירי הצילינדרים הפועלים, שם היא מתלקחת בלחץ גבוה במצב אטום. לזוג הבוכנה של משאבת ההזרקה יש כמה חורים על התותב שדרכם נכנס סולר להזרקה לאחר מכן.
במילים אחרות, המטרה העיקרית של זוג הבוכנה היא למדוד במדויק דלק, על מנת לספק אותו לאחר מכן לצילינדרים של המנוע. כמו כן, אלמנט זה עוזר למשאבה לספק דלק בזמן הנכון עם הלחץ הנכון. על מנת שהכל יתבצע ללא תקלות, יש צורך שזוג הבוכנה יעמוד בכל הדרישות. לכן, זוג בוכנה, שמחירו לא כל כך קטן, חייב להיות מיוצר על ציוד היי-טק, זה לא ריאלי לעשות אותו בבית.
זוג בוכנה של משאבת הזרקה - אלמנט מורכב, יש להפעיל אותו בזהירות ולעמוד כל הזמן בדרישות הדרושות. על מנת שהמכשיר יעבוד בצורה חלקה ויעילה, יש להשתמש רק בדלק באיכות גבוהה. היות ואיכות הדלק בתחנות הדלק שלנו משאירה הרבה מה לרצות, שחזור זוגות בוכנות הוא שירות פופולרי מאוד.
דלק באיכות נמוכה מכיל מספר רב של יסודות כימיים, אשר מקטין באופן משמעותי את העמידות של זוג הבוכנה. ההשפעה השלילית ביותר נוצרת על ידי מים, הנכנסים לדלק כעיבוי. אם יש הרבה מים בין השרוול לבוכנה, אז סרט הסיכה מפר את שלמותו והחלק ממשיך לעבוד ללא שימון. זה יכול לעוות את החלק עד כדי כך ששיקום הבוכנות פשוט לא יעזור. נותר רק לקנות זוג בוכנה בחנות ולנסות לתדלק רק בדלק איכותי.
ישנם מספר סימנים לכך שחלק פגום. אחד מהם הוא אי התנעת המנוע, במיוחד כאשר המנוע מחומם. אתה יכול גם לברר אם זוג בוכנת משאבות ההזרקה פועל כרגיל בזמן שהמנוע פועל. צריך לשים לב לאיכות העבודה שלו. אם זוג הבוכנה פגום, המנוע מאבד כוח, והוא עובד עם צלילים לא אופייניים. בנוסף, המנוע עלול לפעול בצורה קשה ולא יציבה. אם הבחין בתסמין אחד לפחות, יש צורך לבצע אבחנה.
יש לציין כי ציוד מיוחד משמש לאבחון. לכן, קשה מאוד לומר בבית אם זוג הבוכנה פגום או לא. בעמדת השירות אנשי מקצוע יכולים לספר במדויק על התקלה ושיטת הפתרון היא התאמה או החלפה מלאה. במהלך התיקון, יש צורך בציוד מיוחד כדי להחזיר את אטימות התותב והבוכנה.
כעת עלינו לספר לך כיצד להחליף את זוג הבוכנה. ראשית אתה צריך ללכת לחנות, לאסוף ולקנות זוג בוכנה שיתאים למנוע בודד. יש צורך לפרק את כל מה שהוסר מסביב למשאבת הדלק. זה הכרחי על מנת להסיר את זוג הבוכנה הישן ללא בעיות ושום דבר לא מפריע. אז אתה צריך להסיר את המכסה הקדמי של המנוע, להבריג את האום מאבטח את ציוד ההינע, ולאחר מכן להתיר את כל הצינורות ולהסיר את משאבת הדלק. יש לנקות את כל החלקים שנמצאים בלכלוך בו זמנית. רק לאחר מכן, אתה יכול להתחיל לפרק את משאבת הדלק, להבריג את זוג הבוכנה עצמו, אבל רק לעשות זאת בזהירות רבה ובמקום שהוכן במיוחד עם סט כלים נחוצים.
יש צורך לנקז ממנו בזהירות את הדלק, לפרק את זוג הבוכנה הישן, לבדוק את מצב החלקים הנותרים, כלומר מכונת שטיפת המצלמה, הגלילים, משאבת הבוסטר וכו '.לאחר מכן, יש צורך לסובב את ההתאמה עם השסתומים ואת משתיק המנוע מהזוג הישן לחדש. אז אתה יכול להרכיב הכל בסדר הפוך, לאחר שטיפה יסודית של זוג הבוכנה עם סולר משימור לפני ההתקנה.
כדי להתאים את כמות הדלק המוזרקת, יש קצה חתוך מיוחד על הבוכנה. כאשר הבוכנה זזה כלפי מעלה, היא סוגרת תחילה את חור היציאה, ודרך קצה זה החור נפתח מעט. החיתוך של הקצה הזה נעשה בספירלה, כך שכאשר הופכים את הבוכנה, הזמן עד לחיתוך משתנה. על מנת שהבוכנה תסתובב ותבצע תנועות תרגום, היא מונחת על מכונת שטיפת המצלמה ומתחברת עם הסיכה שלה. כאשר מכונת הכביסה מסתובבת, היא מסובבת גם את הבוכנה, והמצלמות נכנסות לתוך הגלילים ודוחפות אותה. הבוכנה מותאמת באמצעות שימס בעוביים שונים. הדבר החשוב ביותר הוא לא לשכוח שזוג בוכנה, שמחירו די גדול, הוא חלק מאוד שביר ומורכב, ולכן צריך לטפל בו בזהירות רבה.
פעולתו של מנוע דיזל היא ארבעה מחזורים, במהלכם נוצרת תערובת בעירה של דלק ואוויר. הצתה לא מתרחשת בגלל ניצוץ, אלא בגלל לחץ גבוה, ולכן יחס הדחיסה של מנועי דיזל תמיד גדל.
Cummins Inc. הינה אחת היצרניות המובילות בעולם של מנועי דיזל וגנרטורים. המנועים של חברה זו שונים מאוד: הספק משתנה בין 30 ל-3600 כוחות סוס, וגודל המנוע בין 1.5 ל-90 ליטר.
אין יחידה מורכבת ואחראית יותר במנוע דיזל ממערכת הזרקת הדלק, ליתר דיוק, החלק העיקרי שלה - משאבת הדלק בלחץ גבוה. חלקי התאמה רבים, יחידות עמוסות מאוד, נוכחות של מערכת מינון מדויקת הופכים את תיקון משאבות דלק בלחץ גבוה למשימה קשה גם בתנאי שירות. קשה עוד יותר לתקן את משאבת הדלק בלחץ גבוה של מנוע דיזל במו ידיך.
בטכנולוגיית הרכב, כמעט הכל מתוקן, למעט, אולי, אטמי שמן בודדים וחפתים, שתיקוןם בלתי אפשרי ללא חומרים מיוחדים. המורכבות של הקמה, אבחון ותיקון משאבות דלק בלחץ גבוה דורשת מהעובד מיומנויות בעבודה עם מכניקה מדויקת.
פשוט אי אפשר להגדיר לפי פרמטרים של המפעל, ללא מעמד אבחון מיוחד לתיקון משאבות דלק בלחץ גבוה. במהלך מחקר האבחון של משאבת ההזרקה, יש צורך לבדוק:
- אספקה מחזורית של משאבת הלחץ הגבוה, בכל טווח הסיבובים של פיר משאבת הדלק בלחץ הגבוה, בעת ההפעלה ולאחר ניתוק אספקת הדלק;
- יציבות הלחץ המפותח;
- אספקה אחידה של משאבת דלק בלחץ גבוה מוזרקת למזרק הדלק.
אפילו עם גישה לדוכן אבחון, ולאחר שלמדנו את הנושא של תיקון משאבת דלק בלחץ גבוה באמצעות סרטונים רבים, קשה מאוד לבדוק ולהעריך את עבודתה בצורה איכותית.
במנועי דיזל כבדים נעשה שימוש במשאבות הזרקה בבוכנה. מכשירים כאלה קשים יותר לתחזוקה ולתיקון, מכיוון שהם דורשים ציוד מיוחד לפירוקם, ולכן לא נשקול משאבות דלק בלחץ גבוה כאלה ותיקונן.
במנוע דיזל נוסעים, כמעט תמיד משתמשים במשאבת הזרקה מסוג הפצה. בניגוד ל-in-line, במשאבת הפצה, הכוח על הבוכנה מועבר באמצעות פקה צדודית. העיצוב של משאבת ההזרקה התברר כקומפקטי יותר, אבל לא קל יותר לצפות לתקן אותה על הברך.
משאבת ההזרקה של Bosh VP44 נחשבת למפורסמת והמשתלמת ביותר. לעתים קרובות, הצורך לתקן את החלק הפנימי של המשאבה מתעורר כאשר:
- אחיזה לקויה ושריפה לא מלאה של דלק גם בתנאים אידיאליים - בהיעדר עומס ומנוע מחומם היטב;
- כשל פתאומי ועצירה של מנוע הדיזל בעומס, כמו שאומרים, "מוות בהמראה". בדרך כלל הסורק במקרים כאלה מאבחן את הקוד P1630 ו-P1651.
- הופעת דליפה של סולר באזור בלוטת החותם של הפיר המרכזי של משאבת הדלק בלחץ גבוה.
לכן, אנו מגבילים את עצמנו לנושא של תיקון משאבות דלק בלחץ גבוה במו ידינו על ידי החלפת אטמים ומניעת שחיקה של משטחי העבודה של חלקים.
לפני פירוק אטם גל ההנעה של משאבת ההזרקה, נסה להזיז אותו בכיוון הרדיאלי. אם מורגש משחק ביד, הגורם לדליפת דלק עשוי להיות בלאי של משטח העבודה של הציר או שיש צורך לתקן את המיסב.
מספר רב של מישורים מפוצלים ומשטחי התאמה של חלקים דרשו שימוש במספר רב של אטמים וחותמות. ככלל, הם עשויים מחומר איכותי ומשמשים לאורך זמן עד שהם נפגעים במהלך תיקון או תחזוקה. במקרה זה, לתיקון עשה זאת בעצמך של משאבת ההזרקה של Bosch, נעשה שימוש בערכות תיקון סטנדרטיות.
זה מספיק כדי פשוט להחליף את החותם על חיישן מיקום הפיר ועל בקרת מקדמת ההזרקה במהלך התיקון. להתאמה טובה יותר על טבעות וגומיות חדשות, אתה יכול להוריד כמה טיפות של ציר או שמן מנוע.

לתיקון מונע של משאבת ההזרקה של Bosch במו ידיך, יהיה עליך לפרק את המשאבה בערך לפי הסדר הבא:
- הסר את שסתום המדידה מחלק הקצה של משאבת ההזרקה. לשם כך, הברג את ארבעת הברגים של לוחית הלחץ, שחרר בזהירות את כבל שסתום קידום ההזרקה. לאחר הסרת שלושת הברגים המאבטחים את שסתום המדידה, אתה יכול להסיר אותו בזהירות מהשקע;
- על ידי שחרור התושבת על המכסה העליון, אתה יכול להסיר את לוח הבקרה ולקבל גישה לאלקטרוניקה;
- הגדר את מיקום הפיר, כפי שמוצג בתמונה, הסר את המצלמה וקבל גישה לחלק הפנימי של משאבת ההזרקה;


- לאחר פירוק המיסב בעזרת חולץ מיוחד, אנו מקבלים את ההזדמנות ללמוד את האשם הפוטנציאלי לביצועים הגרועים של משאבת ההזרקה - הבוכנה של יחידת מקדמת ההזרקה. לעתים קרובות יש בלאי משטח וקרע בקצוות של החלק. אתה יכול לנסות לתקן את המשטח על ידי ליטוש, החלפת החלק כולו היא הרבה יותר יקרה.


לאחר התיקון, ההרכבה מתבצעת בסדר הפוך עם שטיפת החלקים בסולר.
לעתים קרובות, בנוסף לשפשוף, יש סיבה נוספת על פני הבוכנות מדוע משאבת ההזרקה אינה מפתחת את הלחץ הדרוש. סיבה זו עשויה להיות פסולת, סרטים או משקעי פרפין שהופקדו על מסך המסנן בתוך המשאבה. יש רשת בצד צינור הכניסה. שטיפת התעלות מטרידה ולא יעילה, קל יותר להסיר את הרשת ולנשוף אותה באוויר דחוס.
פיסות פסולת שבורות עלולות לתקוע את בוכנת הבוכנה או אפילו לגרום לציר ההנעה של המשאבה להישבר או להישבר. לכן, יש לבצע את הניקוי בזהירות רבה כדי למנוע זיהום של החללים הפנימיים של המשאבה.
בין הסיבות הרבות לכשל של "הכבד" האלקטרוני של משאבת הדלק בלחץ גבוה, שבירה או שחיקה של המגעים של לוח הבקרה וכשל של טרנזיסטורי כוח שכיחים יותר מאחרים. אם הידע והמיומנויות של עבודה עם מכשירים אלקטרוניים מאפשרים לך "לאבחן" את הביצועים של טרנזיסטורים ותיקון, עליך לנסות לזהות את הסיבה ולהחליף את האשם באלמנט בר שירות.
כדי לבדוק את מצבו של "האשם", אתה צריך לפתוח בזהירות את המכסה השחור, יושב היטב על חותם הגומי עם ברגים. יש להסיר אותו בזהירות כדי לא לפגוע באיטום עצמו.


הסיבה לכשל של לא רק הטרנזיסטור, אלא הלוח כולו יכולה להיות אוויר שנכנס לחלל בגלל ביצועים לקויים של מערכת הניקוז או שסתום סימון. לעתים קרובות הם מנסים לחסל את האוויר על ידי סיבוב המתנע, בתקווה לשאוב סולר לתוך משאבת הדלק בלחץ גבוה בדרך זו. ברגע זה, הטרנזיסטור פתוח ועמוס למקסימום, מה שמוביל לחימום אינטנסיבי. בסביבת אוויר עם פיזור חום גרוע, זה בהכרח ישרף. בחלק מהמכוניות הגרמניות קיימת הגנה המונעת ניסיון להתניע את המנוע בהיעדר דלק בקו. לשם כך, השתמש בחיישן הדלק במיכל.
כשל בטרנזיסטור ניתן לקבוע על ידי בודק "חיוג" או על ידי מראה חיצוני.האפשרות הטובה ביותר לתיקון תקלה כזו תהיה החלפת לוח הבקרה כולו. אולי זה יקר יותר מהלחמה, אבל זה ייתן איכות מובטחת ויציבה של משאבת הדלק בלחץ גבוה לאחר התיקון. כמוצא אחרון, תן את הלוח והטרנזיסטור להלחמה למומחים - מהנדסי אלקטרוניקה.
בעת התקנה והרכבה לאחר תיקון, בדוק את אטימות כל המחברים.
אם במהלך תהליך העדכון לא ביצעת פריחה והחלפות בלתי סבירות של חלקים, המשאבה המורכבת צריכה לעבוד עם אותם פרמטרים בערך כמו קודם. כסטנדרט, לבדיקה והתאמת משאבת ההזרקה לאחר שיפוץ גדול, השתמש במעמד Bosch EPS-815.
בסרטון תוכלו ללמוד כיצד להגביר את לחץ הבוכנה במשאבת ההזרקה של Bosch VE:
| סרטון (לחץ להפעלה). |














