בפירוט: תיקון לפיד ריתוך עשה זאת בעצמך למכשיר חצי אוטומטי מאסטר אמיתי לאתר my.housecope.com.
0
פויפוי 09 באוגוסט 2011
יש מכשיר חצי אוטומטי תקין עם מבער מאוד עלוב.(+ רעלי גז) המבער אינו ניתן להסרה - הוא נכנס עם השרוול שלו לעומק הגוף. האם ניתן להחליף את המבער לבד? האם יש צורך לחפש מבער בדיוק אותו הדבר? או שאתה יכול לדפוק כל התבוננות בקוטר החוט?
מכשיר TELWIN TELMIG 130 כגון
0
budia 22 בינואר 2012
1
30 בינואר 2012
יש מכשיר חצי אוטומטי תקין עם מבער מאוד עלוב.(+ רעלי גז) המבער אינו ניתן להסרה - הוא נכנס עם השרוול שלו לעומק הגוף. האם ניתן להחליף את המבער לבד?
ראשית, צרו קשר עם השירות, תנו להם לומר כמה זה עולה בנפרד. למה לשים משהו על דבק וחרירים!? ואתה יכול לשנות את זה בעצמך, או שהידיים שלך צמחו מהמקום הנכון. כי יש אנשים שלא יכולים אפילו להחזיק מברג. והם לא יכולים לשנות את המבער בכלל.
מכונת ריתוך חצי אוטומטית היא מכשיר פופולרי למדי בקרב בעלי מלאכה מקצועיים וביתים, במיוחד אלה העוסקים בתיקון גוף. ניתן לרכוש יחידה זו מוכנה. אבל רבים מהבעלים של מכונות ריתוך אינוורטר תוהים: האם ניתן להמיר את המהפך למכשיר חצי אוטומטי כדי לא לקנות רתך נוסף? הכנת מכשיר חצי אוטומטי ממהפך במו ידיכם היא משימה קשה למדי, אבל עם רצון עז זה די ריאלי.
כדי להרכיב את היחידה, תזדקק לפריטים הבאים:
מכונת ריתוך אינוורטר;
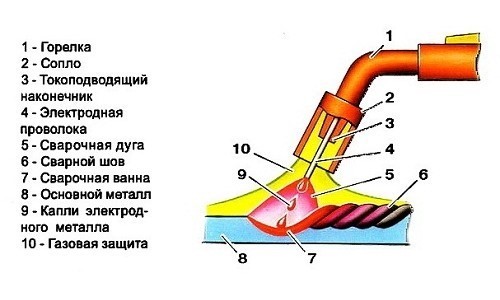
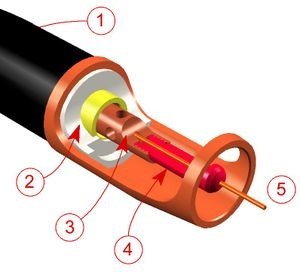
מבער, וכן צינור גמיש מיוחד, שבתוכו עוברים צינור גז, מוביל תיל, כבל חשמל וכבל בקרה חשמלי;
מנגנון להזנת חוט אוטומטי אחיד;
מודול בקרה, כמו גם בקר מהירות מנוע (בקר PWM);
בלון גז מגן (פחמן דו חמצני);
שסתום סולנואיד לניתוק גז;
סליל עם חוט אלקטרודה.
סרטון (לחץ להפעלה).
כדי להרכיב מכשיר חצי אוטומטי מתוצרת בית ממהפך ריתוך, האחרון חייב לייצר זרם ריתוך של לפחות 150 A. אבל זה יצטרך להיות משודרג מעט, שכן מאפייני המתח הנוכחי (CVC) של המהפך אינם מתאימים לריתוך עם חוט אלקטרודה בסביבת גז מגן.
אבל עוד על כך בהמשך. ראשית עליך ליצור את החלק המכני של המכשיר החצי אוטומטי, כלומר מנגנון הזנת החוטים.
מכיוון שהמזין ימוקם בקופסה נפרדת, הוא אידיאלי למטרה זו. מארז מערכת מחשב. בנוסף, אין צורך לזרוק את ספק הכוח. זה יכול להיות מותאם לפעולה של מנגנון הפריצה.
ראשית, עליך למדוד את קוטר סליל החוט או, לאחר שתאר אותו על נייר, לגזור עיגול ולהכניס אותו לגוף. חייב להיות מספיק מקום מסביב לסליל כדי להכיל רכיבים אחרים (ספק כוח, צינורות ומזין חוטים).
מתקן משיכת החוטים עשוי ממנגנון מגב שמשות ממכונית. מתחתיו יש צורך לעצב מסגרת שתחזיק גם את גלילי הלחץ. הפריסה חייבת להיות מצויירת על נייר עבה בקנה מידה אמיתי.
יש להתקין את המזין במארז כך שהמחבר יהיה במיקום נוח.
על מנת שהחוט יוזן באופן שווה, יש לקבע את כל הרכיבים בדיוק זה מול זה. הגלילים חייבים להיות ממורכזים ביחס לחור עבור אביזר הכניסה, שנמצא במחבר לחיבור הצינור.
כמדריכי רולר השתמש במיסבים בקוטר מתאים. חריץ קטן מעובד עליהם באמצעות מחרטה, שלאורכה ינוע חוט האלקטרודה. לגוף המנגנון ניתן להשתמש בדיקט בעובי 6 מ"מ, טקסטוליט או פלסטיק עמיד. כל האלמנטים קבועים על בסיס, כפי שמוצג בתמונה הבאה.
משמש כמוביל חוט ראשי בורג קדוח צירית. התוצאה היא משהו כמו מכבש תיל. בכניסה של האביזר שמים קמבריק מחוזק בקפיץ (לצורך קשיחות).
המוטות עליהם מקובעים הגלילים קפיצים אף הם. כוח ההידוק נקבע באמצעות בורג שנמצא מתחת, אליו מחובר הקפיץ.
הבסיס לתיקון הסליל ניתן להכין מחתיכת דיקט קטנה או טקסטוליט ולגזום צינור פלסטיק בקוטר מתאים.
לאחר מכן, יש למקם בקפידה את כל הרכיבים במארז.
על מנת להגיע לאיכות ריתוך טובה בעת הריתוך, יש צורך להקפיד על הזנת החוט במהירות מסוימת וקבועה. מכיוון שהמנוע מהמגב אחראי על קצב ההזנה של הציוד, יש צורך במכשיר שיכול לשנות את מהירות הסיבוב של האבזור שלו. לשם כך מתאים פתרון מוכן, אותו ניתן לרכוש גם בסין, והוא נקרא בקר PWM.
להלן תרשים שממנו מתברר כיצד בקר המהירות מחובר למנוע. הרגולטור של הבקר עם תצוגה דיגיטלית מוצג בפאנל הקדמי של המארז.
לאחר מכן, עליך להתקין ממסר השולט על שסתום הגז. זה גם ישלוט על ההתנעה של המנוע. יש להפעיל את כל האלמנטים הללו על ידי לחיצה על לחצן ההפעלה הממוקם על ידית המבער. במקרה זה, אספקת הגז למקום הריתוך צריכה להיות לפני (בערך 2-3 שניות) מתחילת הזנת החוט. אחרת, הקשת תודלק באווירה של אוויר אטמוספרי, ולא בסביבת גז מגן, וכתוצאה מכך חוט האלקטרודה יימס.
ניתן להרכיב ממסר השהיה למכשיר חצי אוטומטי תוצרת בית על בסיס הטרנזיסטור והקבלים ה-815. כדי לקבל הפסקה של 2 שניות, קבל 200-2500 uF יספיק.
שסתום סגירה סולנואיד ממוקם בכל מקום בו הוא לא יפריע לפעולת החלקים הנעים, והוא מחובר למעגל לפי התרשים. אתה יכול להשתמש בשסתום אוויר מ-GAZ 24 או לקנות אחד מיוחד המיועד למכשירים חצי אוטומטיים. השסתום אחראי על אספקה אוטומטית של גז מיגון למבער. הוא נדלק לאחר לחיצה על כפתור ההפעלה הממוקם על המבער החצי אוטומטי. הנוכחות של אלמנט זה חוסכת באופן משמעותי את צריכת הגז.
יתר על כן, לאחר התקנת כל הצמתים במארז, החיבור למהפך לריתוך חצי אוטומטי יהיה מוכן לפעולה.
אבל כפי שכבר צוין, מאפייני המתח הנוכחי (CVC) של המהפך אינם מתאימים לפעולה מלאה של המכשיר החצי אוטומטי. לכן, על מנת שהקידומת החצי אוטומטית תעבוד במקביל למהפך, נדרשים שינויים קטנים במעגל החשמלי שלו.
ישנן תוכניות רבות לשינוי מאפיין ה-I-V של מהפך, אך הדרך הקלה ביותר לעשות זאת היא כדלקמן:
להרכיב את המכשיר באמצעות מצערת ממנורת פלורסנט על פי התכנית להלן;
כדי לחבר את המכשיר המורכב, תצטרך להרכיב בלוק נוסף לפי התוכנית הבאה;
על מנת למנוע מהמהפך להפעיל את חיישן התחממות יתר, יש להלחים לו (במקביל) מצמד אופטי, כפי שמוצג בתרשים הבא.
אבל אם זרם הריתוך נשלט במהפך עם shunt, אז אתה יכול להרכיב מעגל פשוט של שלושה נגדים ומתג מצבים, כפי שמוצג להלן.
כתוצאה מכך, ההמרה של מהפך ריתוך למכשיר חצי אוטומטי יעלה פי 3 זול יותר מאשר יחידה שכבר הסתיימה. אבל כמובן, להרכבה עצמית של המכשיר, תצטרך להיות בעל ידע מסוים בעסקי הרדיו.
מכונות ריתוך חצי אוטומטיות הן עיצובים פשוטים ואמינים. אבל שום דבר אינו נצחי, אפילו המנגנונים האיכותיים ביותר יכולים להיכשל, הסיבות העיקריות יכולות להיות הפרות של כללי הפעולה.
מכשיר ריתוך חצי אוטומטי.
לרוב, תקלות במכונת ריתוך חצי אוטומטית מתרחשות בחלקים החלשים ביותר של הציוד. במנגנון זה, מקום כזה הוא בלוק ממותג, שאליו מחובר חיווט הריתוך. במקרה של מגע לקוי בשילוב עם זרם ריתוך מוגבר, עלולה להתרחש התחממות יתר של החיבורים והכבלים המחוברים אליו. זה יוביל להרס של החיבור, לאחר מכן שורף את שכבת הבידוד בקצות הפיתולים ועלול להתרחש קצר חשמלי.
במקרה זה, חיבורים מחוממים מסודרים, מגעים ומהדקים מנוקים כדי ליצור התאמה טובה למגעים של כל האלמנטים. עלולות להתרחש גם תקלות אחרות.
העבודה של מכונת ריתוך חצי אוטומטית.
במצב זה, כאשר מחוברים לרשת, מתרחשת כיבוי ספונטני, מכיוון שאלמנט המגן מופעל. בעיות כאלה מתרחשות לרוב בתהליך של סגירת מעגל מתח גבוה. בדרך כלל הם סוגרים את החוטים ואת המארז או את החיווט עצמו. ההגנה עלולה לפעול עקב קצר חשמלי בין סיבובי הסליל או מרכיבי המעגל המגנטי.
אם יש צורך בתיקון, נתק את מכונת הריתוך מהחשמל, אתר את מקור הבעיה ותקן אותה - ייתכן שמדובר בשיקום בידוד, החלפת קבל ותקלות אפשריות נוספות.
בעיה מסוג זה מלווה לרוב בחימום יתר של הציוד. עשויים להיות מספר גורמים:
הברגים המהדקים את האלמנטים המוליכים מגנטית משוחררים;
שבירה בחיבור הליבה או במנגנון להזזת הסלילים;
עומס יתר של ציוד (מכונת הריתוך עבדה במשך זמן רב למדי, מחווני הזרם הגבוהים ביותר, חתך אלקטרודה גדול).
המכשיר יכול גם לזמזם חזק כאשר חיווט הריתוך או רכיבי המעגל המגנטי מקוצרים. בעת יצירת תקלה כזו, יש צורך לבדוק את כל המחברים, ובמידת הצורך, הם מהודקים, תקלות במנגנון הידוק הליבה מתבטלות, יש צורך לבדוק ולבודד את כבלי הריתוך.
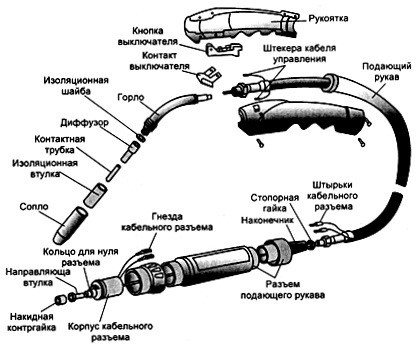
מכשיר מבער חצי אוטומטי.
לרוב, הפרות כאלה מתרחשות מאי עמידה בכללי ההפעלה - הגדרת זרם הריתוך חורגת מהגבולות המותרים, נעשה שימוש באלקטרודות גדולות מדי, ומשך הפעולה (ללא הפסקה הכרחית) של מכונת הריתוך מופר גם הוא. . אם מתרחשות בעיות כאלה, יש צורך לעמוד במצב המותר למכשיר זה, כמו גם לקרר את המכשיר תוך הפסקה מהעבודה.
התחממות יתר מובילה לקצרים של סיבובי סליל הסליל - אלה ההשלכות של שריפת שכבת הבידוד, מה שאפילו מוביל לעשן. זה נחשב להתמוטטות החמורה ביותר שבה המכשיר עלול להישרף. אם זה קורה, אז יש צורך לשחזר את שכבת הבידוד של החיווט בסלילים, אבל זה קורה שאתה לא יכול לעשות בלי היפוך מלא. בעת הליפול לאחור, יש להשתמש בחוט מהסעיף הקודם ובאותו מספר סיבובים.
ואם אינדיקטור קטן של זרם ריתוך? תקלות אלו קשורות לירידה במתח של רשתות אספקת החשמל או התמוטטות של הרגולטור המספק זרם למכשיר.
אם הזרם של מכונת הריתוך אינו מוסדר, אז בעיה דומה מתרחשת כתוצאה מתקלה של התאמת הזרם המכני.
לרגולטורים בכל דגם יש שינוי שונה. בעיות מתרחשות לרוב בברגי הרגולטור, ברכיבי ההידוק, עם ניידות לא אחידה של הסלילים המשניים, אם סליל החנק מקוצר, כמו גם עם חדירת פסולת או חפצים זרים.במקרה זה, יש להסיר את המעטפת ויש צורך ללמוד את כל מנגנוני הבקרה.
הפרעה ספונטנית של הקשת ללא אפשרות לחידוש העבודה. עם תקלה כזו, רק ניצוצות מופיעים במקום קשת. זה קורה אם יש התמוטטות בפיתול המתח הגבוה, מקצר חשמלי של חוטי הריתוך, אם החיבור של החוטים למסופים של המכשיר נשבר.
צריכה מוגזמת של זרם ברשת ללא עומס. בעיה כזו עלולה להתעורר עקב הקצר של סיבובי הפיתול, אותו ניתן לבטל על ידי שחזור הבידוד או על ידי שינוי מוחלט של הפיתול על סליל הריתוך.