בפירוט: תיקון עשה זאת בעצמך של מכונת קידוח 2n125 מאסטר אמיתי לאתר my.housecope.com.
יצרן של מכונות קידוח אנכיות דגמי 2N125, 2N135, 2N150, 2G175 - מפעל מכונות סטרליטמק, OOO NPO Stankostroenieנוסדה בשנת 1941.
ההיסטוריה של מפעל מכונות סטרליטמק מתחילה ב-3 ביולי 1941, כאשר החל פינוי מפעל מכונות אודסה לעיר סטרליטמק.
כבר ב-11 באוקטובר 1941 החל מפעל המכונות של סטרליטמק לייצר מכונות אגרגט מיוחדות לתעשייה הביטחונית.
נכון להיום, המפעל מייצר ציוד לעיבוד מתכת, לרבות מכונות חריטה וכרסום CNC, מרכזי עיבוד שבבי רב תכליתיים, כלי עיבוד מתכת וחיתוך.
מכונת הקידוח האנכית האוניברסלית 2H125, בקוטר קידוח נומינלי של 25 מ"מ, משמשת בארגונים עם ייצור בקנה מידה בודד וקטנה ונועדה לבצע את הפעולות הבאות: קידוח, קידוח, שקיעה נגדית, שקיעה נגדית, קידוח וזיזום בסכינים.
מגבלות מספר הסיבובים וההזנות של הציר מאפשרות עיבוד סוגים שונים של חורים בתנאי חיתוך רציונליים.
כרונולוגיה ייצור על ידי המפעל של מכונות קידוח אנכיות מסדרת 2125 בקוטר קידוח של עד 25 מ"מ:
- 2125 - הדגם הראשון של סדרת מכונות קידוח אנכיות, שיוצרו מ-1945 עד 1950.
- 2A125, 2A125A, 2A125K - הדגמים הבאים של הסדרה, יוצרו מ-1950 עד 1965.
- 2N125, 2N125A, 2N125K, 2N125F2 - הדגם הפופולרי וההמוני ביותר של הסדרה, מיוצר מ-1965 ועד תחילת שנות ה-90
- 2S125, 2S125-01, 2S125-04 - הדגמים העדכניים ביותר של הסדרה. יצא מהייצור ב-2014
| סרטון (לחץ להפעלה). |
הנוכחות במכונות של הזנה מכנית של הציר, עם שליטה ידנית של מחזורי עבודה.
מאפשר עיבוד של חלקים במגוון רחב של גדלים מחומרים שונים תוך שימוש בכלים העשויים מפלדות פחמן גבוהות ומהירות וסגסוגות קשות.
המכונות מצוידות במכשיר להיפוך המנוע החשמלי של התנועה הראשית, המאפשר השחלתן בברזי מכונה כאשר הציר מוזן ידנית.
קטגוריית מיקום 4 לפי GOST 15150-69.
היזם הוא לשכת העיצוב המיוחדת של אודסה לכלי מכונות מיוחדים.
לעיבוד חורים בקטרים שונים, נעשה שימוש במכונות קידוח אנכיות בסיסיות: 2H125. שתי הספרות האחרונות של כל מספר דגם מציינות את קוטר החור הגדול ביותר במ"מ שניתן לקדוח במכונה זו ב-45 חלקי פלדה.
בהתבסס על הדגמים הבסיסיים לעיל של כלי מכונות, נוצרו הדגמים המעודכנים הבאים:
2H125A - מכונות קידוח אנכיות עם בקרה אוטומטית (השליטה מתבצעת באמצעות מצלמות וכפתורים מוגדרים מראש);
2N125K - לתאם מכונות קידוח אנכיות עם שולחן צולב;
2Н125С - מכונות קידוח אנכיות מיוחדות בעמדה אחת עם קולמוס אוגן, המשמשת להרכבת ראשי רב-צירים;
2Н125Н - מכונות קידוח רב-מצביות המיועדות להתקנת ראשי רב-צירים ושולחנות סיבוביים;
2N125F2 – מכונות קידוח CNC עם שולחן צולב וצריח וכו'.
- 2T125, 2T140, 2T150 - יצרן: Gomel Plant of Machine Tool Units
- 2AC132, 2AC132-01 - יצרן: Astrakhan Machine Tool Plant
- 2L125, 2L132, 2L135, LS25, LS35 - יצרן: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - יצרן: מפעל כלי מכונות Molodechno
ציור של חלל העבודה של מכונת הקידוח 2H125
תמונה של מכונת הקידוח 2H125
מיקום החלקים העיקריים של מכונת הקידוח 2H125
- כונן מכונת קידוח - 2Н125.21.000
- תיבת הילוכים של המכונה - 2Н125.20.000
- משאבת בוכנת שמן - 2Н125.24.000 למכונה 2Н125
- משאבת בוכנת שמן - 2Н135.24.000
- תיבת הזנה - 2Н125.30.000
- עמודה, שולחן, תנור - 2Н125.10.000
- מנגנון בקרת מהירות והזנה - 2Н125.25.000
- ארון חשמל - 2Н125.72.000
- ציוד חשמלי - 2Н125.94.000
- מכלול ציר - 2Н125.50.000
- מערכת קירור מכונה - 2Н125.80.000
- ראש קידוח - 2Н125.40.000
מיקום הפקדים למכונת הקידוח 2H125
- צלחת - נוזל קירור "מילוי".
- צלחת - "ניקוז"
- שסתום התחלה לקירור
- + 19 ברגים להתאמת טריז שולחן וראש מקדחה
- ידית נסיעה לשולחן
- מהדק שולחן וברגים ראש מקדחה
- צלחת - "הארקה"
- מתג היכרות
- תווית - "מתג ראשי"
- לחצן איתות המכונה פועלת
- כפתור להפעלת הסיבוב הימני של הציר
- כפתור להפעלת הסיבוב השמאלי של הציר
- כפתור להפעלת תנועת הנדנוד של הציר בעת החלפת מהירויות והזנות
- כפתור הילוך
- לחצן STOP
- צלחת - "מהירות"
- שלט - "שנה מהירות רק בעצירה"
- מהדק שולחן וברגים ראש מקדחה
- +4 ברגים להתאמת טריז שולחן וראש מקדחה
- צלחת - "הזנה, מ"מ לכל סיבוב"
- ידית ההזנה
- לחצן הפעלת הזנה ידנית
- גלגל יד מנגנון הזנה
- איבר לספירת עומק העיבוד
- מתג אור
- צלחת - "קירור"
- מתג משאבת נוזל קירור
- מצלמת כוונון עומק
- מצלמת להגדרת עומק החוט לחיתוך
- מנוף ההיפוך האוטומטי של הכונן הראשי כאשר מגיעים לעומק המצוין של החוט
- ידית ניתוק הזנת כוח כאשר מגיעים לעומק עבודה שנקבע מראש
- ריבוע לתנועה ידנית של ראש הקידוח
תרשים קינמטי של מכונת הקידוח 2H125
רשימת הסמלים הגרפיים במכונת הקידוח 2H125
ציור של תיבת ההילוכים של מכונת הקידוח 2H125
תיבת הילוכים והנעה. תיבת ההילוכים מודיעה לציר על 12 מהירויות סיבוב שונות באמצעות בלוקים ניידים 5 (איור 7), 7, 8. תומכי גל תיבת ההילוכים ממוקמים בשתי לוחות - העליון והתחתון 4, מהודקים יחד על ידי ארבעה מצמדים 6. תיבת ההילוכים מונעת לסיבוב על ידי מנוע חשמלי הממוקם אנכית דרך צימוד אלסטי 10 וגיר 9. לציר 2 האחרון של התיבה - השרוול - יש חור מחורר שדרכו מועבר הסיבוב.
דרך צמד ההילוכים 3, הסיבוב מועבר לתיבת ההזנה.
שימון תיבת ההילוכים, כמו גם כל יחידות ההרכבה של ראש הקידוח, מתבצע ממשאבת בוכנה המותקנת על הצלחת התחתונה 4. פעולת המשאבה נשלטת על ידי מד שמן מיוחד בחזית תת-מנוע המשנה. צַלַחַת.
מנגנון בקרה למהירויות והזנות של מכונת קידוח 2H125
מנגנון החלפת מהירויות והזנות של מכונת קידוח 2H125
מנגנון להחלפת מהירויות והזנות. החלפת מהירויות מתבצעת על ידי ידית 2 (איור 8), בעלת ארבעה מצבים לאורך ההיקף ושלושה לאורך הציר, החלפת הזנות מתבצעת על ידי ידית 3, בעלת שלושה מצבים לאורך ההיקף עבור מכונות מדגמי 2H135 ו ארבעה עבור 2H150, ושלושה עמדות לאורך הציר. ידיות ממוקמות בצד הקדמי של ראש הקידוח. הספירה לאחור של המהירויות וההזנות הכלולים מתבצעת בהתאם ללוחות 1 ו-4.
ציור של תיבת ההזנה של מכונת הקידוח 2H125
תֵבַת הִלוּכִים. המנגנון מותקן בבית נפרד ומותקן בראש הקידוח. על ידי הזזת שני בלוקים משולשים של גלגלי שיניים, מתבצעות תשע הזנות שונות במכונות 2H125, 2H135 ו-12 הזנות במכונת 2H150. במכונות 2N125 ו-2N135, תיבות ההזנה שונות רק בכונן, המורכב במכונה 2N125 מגלגלי שיניים 1 (איור 9), במכונות 2N125, 2N135 - של גלגלי שיניים 2, 3 - בהתאמה.תיבת ההזנה מותקנת בקדח של התמיכה העליונה של תולעת מנגנון ההזנה. על הציר האחרון של התיבה, נטוע מצמד 4, המעביר סיבוב לתולעת.
ציור ראש הקידוח של מכונת הקידוח 2H125
ראש מקדחה הוא יציקה של קטע תיבה בה מותקנות כל יחידות ההרכבה העיקריות של המכונה: תיבת הילוכים, תיבת הזנה, ציר, מנגנון הזנה, משקל נגד ציר ומנגנון מיתוג הילוכים והזנה.
מנגנון הזנה, המורכב מגלגל שיניים תולעת, פיר אופקי עם מתלה ופיניון, איבר, מצמדים עוקפים פקה וראצ'ט, גלגל יד, הוא חלק בלתי נפרד מראש הקידוח.
מנגנון ההזנה מונע מקופסת ההזנה ונועד לבצע את הפעולות הבאות:
- גישה ידנית של הכלי לחלק;
- הפעלת הזנת העבודה;
- התקדמות הזנה ידנית;
- כיבוי הזנת העבודה;
- משיכה ידנית של הציר למעלה;
- הזנה ידנית המשמשת בהשחלה.
עקרון הפעולה של מנגנון ההזנה הוא כדלקמן: כאשר גלגל היד 14 (איור 10) מסתובב, מצמד הזיזים 8 מסתובב על עצמו, המסובב את ציר הגלגלים 3 של המתלה דרך שרוול חצי מצמד 7 , והציר מוזן באופן ידני. כאשר הכלי מתקרב לחלק, נוצר מומנט על ציר גלגל השיניים 3 שלא ניתן להעבירו על ידי שיני מצמד הזיזים 8, וחצי המצמד 7 נע לאורך הציר עד לקצוות הזיזים של חלקים 7 ו-8. אחד נגד השני. ברגע זה, מצמד הזיזים 8 מסתובב ביחס לציר הגלגלת 3 בזווית של 20°, המוגבלת על ידי חריץ בחלק 8 וסיכה 10. דיסקית מחגר דו צדדית 6 יושבת על המחזיק - חצי. -מצמד 7, מחובר לחצי המצמד על ידי כפות 13. בעת הזזת המחזיק-חצי מצמד 7 שיני הדיסק 6 משתלבות בשיני הדיסק המשולבות בגלגל התולעת 5. כתוצאה מכך, הסיבוב מ- התולעת מועברת למתלה והציר מוזן מכנית. עם סיבוב נוסף של גלגל ההגה 14 כשההזנה מופעלת, הכפות 13, היושבות במצמד חצי המחזיק 7, מחליקות על השיניים של הצד הפנימי של הדיסק 6; יש התקדמות ידנית של ההזנה המכנית.
כאשר ההזנה מופעלת ידנית על ידי גלגל היד 14 (לאחר סיבובו כלפי עצמו בזווית של 20 מעלות), שן המצמד 8 עומדת כנגד חלל חצי המצמד 7. כתוצאה מכוח צירי וקפיץ מיוחד 12, חצי המצמד 7 עובר ימינה ומנתק את הדיסקים עם השיניים 5 ו-6; ההזנה המכנית נעצרת.
מנגנון ההזנה מאפשר הזנה ידנית של הציר. לשם כך, כבה את ההזנה המכנית עם גלגל היד 14 והרחיק ממך את המכסה 9 לאורך ציר ציר ההילוכים 3. במקרה זה, סיכה II מעבירה מומנט ממצמד הפיקה 8 אל הציר האופקי. איבר 4 מותקן על הקיר השמאלי של ראש הקידוח לקריאה ויזואלית של עומק העיבוד והגדרת המצלמות.
לתנועה ידנית של ראש הקידוח לאורך עמודי ההכוונה, קיים מנגנון המורכב מזוג תולעים 2 וזוג מתלה I. כדי להגן על מנגנון ההזנה מפני שבירה, קיים מצמד בטיחותי 15. אום 16 ובורג 17 הם משמש להתאמת משקל הנגד הקפיץ.
מכלול ציר של מכונת קידוח אנכית 2H125
ציר 2 (איור 11) מותקן על שניים. כוח ההזנה הצירי נתפס על ידי מיסב הדחף התחתון, וכוח הנוקאאוט של הכלי נתפס על ידי זה העליון. המסבים ממוקמים בשרוול 3, שנע לאורך הציר בעזרת זוג מתלה. מיסבי הציר מותאמים באמצעות אום 1.
כדי לדפוק את הכלי, נעשה שימוש במכשיר מיוחד על ראש הציר. נוק-אאוט מתרחש כאשר הציר מורם על ידי גלגל היד. מחזיק המכשיר מונח על גוף ראש הקידוח, והמנוף 4, מסתובב סביב הציר; דופק את הכלי.
המעגל החשמלי של מכונת הקידוח 2H125
תיאור המעגל החשמלי של המכונה
על ידי הפעלת מכונת ההיכרות B1, מתח מופעל על המעגלים הראשיים והעזרים, מנורת האות נדלקת.אם נדרשים קירור ותאורה, המתגים המתאימים מכוונים למצב "ON". על ידי לחיצה על כפתור Kn2 "ימינה", סליל המתנע P1 מקבל כוח, המגעים הראשיים מפעילים את M1 לסיבוב הנכון של הציר. דרך מגעי העזר P1 מופעל המתנע P5, הכולל את המשאבה החשמלית M2 וממסר ההשהיה P12.
כאשר הכפתור KNZ "שמאל" נלחץ, המתנע P1, המנוע החשמלי M1, הממסר P12 כבויים לאחר פריקת הקבל C3, המגעים של הממסר P12 (28-26) סגורים והמתנע P2 ו-M1 מופעלים לסיבוב שמאלה. ממסר P12 נדלק שוב.
עם היפוך אוטומטי, מיתוגים אלה מתרחשים כאשר מתג המיקרו B4 מופעל על ידי פקה המותקנת על הגפה.
העצירה מתבצעת על ידי לחיצה על כפתור Kn1 "STOP", בעוד המתנעים P1 או P2, P5 כבויים, מכבים את M1, M2. דרך המגעים של ממסר P12 (7-9), ממסר P11 מופעל, ולאחר מכן הפעלת המתנעים P3 ו- P4. הפיתולים של המנוע החשמלי M1 מחוברים דרך המיישרים D1, D2 לשנאי Tr2, בלימה דינמית מתרחשת. לאחר פריקת הקבלים C1, C2, ממסר P11 כבוי, מה שמנתק את המתנעים P3, P4 ו-M1 ממעגל הבלמים.
בעת החלפת מהירויות, אם ההילוכים אינם משתלבים, נעשה שימוש בסיבוב צעד של הרוטור של המנוע החשמלי. על ידי לחיצה על הכפתור Kn4 "CRANK", המתנע P4 מופעל, מתח מתוקן מופחת זורם דרך השלבים 1C2-1CЗ. דרך ההתנגדות P2, הממסר P11 נדלק בהשהיה, מכבה את המתנע P4 ומפעיל את P3 - המתח זורם דרך שלבים 1C1-1C2. מיתוג כזה מספק נדנוד של הרוטור והקינמטיקה, מה שמקל על מהירויות מיתוג.
ממסרים תרמיים משמשים להגנת עומס יתר. לאפס הגנה - סלילים ומגעים של סטרטרים מגנטיים.
דפים 1 2 3 הבא
כדי לשלוח תשובה, עליך להתחבר או להירשם.
- אביר הג'דיי
- איפה: קוסטרומה
- הַרשָׁמָה: 23-05-2011
- פוסטים: 1,010
הוא הציל מכונת קידוח ממתכת ברזל. לא פירקתי אותו כל כך טוב, ניקיתי אותו, משחתי אותו, חיברתי אותו לרשת, הכל עובד עקרונית, אבל יש נקודה אחת. כאשר ההזנה האוטומטית מופעלת, הציר באוויר הולך כרגיל, ברגע שהוא מתחיל להיכנס למתכת, ההזנה כבויה. ניסיתי שילובים שונים של מהירויות, התוצאה זהה.
בעת קידוח עץ, אין בעיה כזו.
יש מעיל תרמי, אבל הוא מנותק לעת עתה. אני אומר שהבעיה היא לא בחשמל, יש מנוע אחד לסיבוב והורדה, עכשיו הוא מחובר ישירות ל380v דרך מכונה קונבנציונלית. הסיבוב לא עוצר, רק ההורדה נעצרת.
קסם בלקמטאל. 
אם לא סוד, אז כמה עמדה הישועה?
אני עדיין לא יודע בוודאות, האדם ציין 25 r / kg, המכונה עדיין לא נשקלה, אבל באינטרנט היא שוקלת כ 600 ק"ג.
ובאמת קסום, עכשיו אי אפשר לקנות שום דבר שווה בכסף כזה. משהו דומה יעלה פי כמה.
לפני כן, קניתי מחרטה עובדת במלואה עבור 15 tr. כולל הובלה. משקלו 1.3 טון)
לפני כן, קניתי מחרטה עובדת במלואה עבור 15 tr. כולל הובלה. משקלו 1.3 טון)
מזל לא אמיתי. פשוט לא אמיתי.
האם זה קורה לעתים קרובות? אני רוצה לעקוב איכשהו אחר המצב בנושאים האלה. איך, אני אפילו לא יודע.
האם אתה מתקין את כל זה במוסך-סדנה שלך?
- PVS
- מאסטר ג'די

- איפה: סברדלובסק
- הַרשָׁמָה: 15-06-2011
- פוסטים: 14,334
אז אתה צריך לעשות את זה ידנית.
- אביר הג'דיי
- איפה: קוסטרומה
- הַרשָׁמָה: 23-05-2011
- פוסטים: 1,010
אז אתה צריך לעשות את זה ידנית.
לפני כן, קניתי מחרטה עובדת במלואה עבור 15 tr. כולל הובלה. משקלו 1.3 טון)
מזל לא אמיתי. פשוט לא אמיתי.
האם זה קורה לעתים קרובות? אני רוצה לעקוב איכשהו אחר המצב בנושאים האלה. איך, אני אפילו לא יודע.
האם אתה מתקין את כל זה במוסך-סדנה שלך?
זה ממקומות שונים. רק צירוף מקרים.
לא, יש לי חנות לייצור מתכת. אני שוכר חדר.
שכר בעבר חדר עם מספר מכונות.רציתי לקנות משהו בחזרה, הם לא החזירו אותו, עכשיו הכל שוכב ברחוב, אבל עדיין הם לא נותנים כלום.
עדיין לא נותן כלום
כל המהות של מנהל לא כשיר. כלי כזה להשתין. הם יודעים רק להשכיר ויש להם כסף מזה. והנפש לגבור על הציוד הקיים אינו מספיק.
אני צופה ביוטיוב, באופה אותו חרא, המפעל לשעבר עם מעמדי מכונות, שעלו דופיגה אמיתית. במחיר המתכת ניתן לפדות. רק המשלוח יהיה יקר, אני מניח. במידת הצורך, אתן לך איש קשר שעובד שם / מאסטר / מצלם בלוגים.
יש לא רק מחרטות, יש גם מחרטות מאוד מיוחדות, כמו מכבש לטון עז וכל זה. אני לא זוכר בדיוק. ערימה ענקית של חגורות מושלכת בחדר נפרד.
כמובן, אני לא יודע, אבל למה אתה צריך את הפיד הזה? מעולם לא השתמשתי בשלי. יש לזה בעיה נצחית, זה סיכה. אם השימון שלך לא זורם ומאדים: ציר - נוצה ללא משחק, בהצלחה.
דפים 1 2 3 הבא
כדי לשלוח תשובה, עליך להתחבר או להירשם.
הודעה מס' 1 אלכס72 » 02 בינואר 2018, 12:43
הודעה מס' 2 שׁוּרָה » 2 בינואר 2018, 12:48
הודעה מס' 3 סלניק1970 » 02 בינואר 2018, 13:20
הודעה מס' 4 vanek-in1 » 2 בינואר 2018, 17:12
הודעה מס' 5 מְכוֹנַאִי » 02 בינואר 2018, 18:16
הודעה מס' 6 סלניק1970 » 2 בינואר 2018, 21:09
הודעה מס' 7 אלכס72 » 03 בינואר 2018, 13:01
תודה ! לאמר. באיזה צד עדיף לפתוח את המכסה הצדדי? מה עדיף להתקרב לאביב הזה
נשלח לאחר 2 דקות 31 שניות:
הודעה מס' 8 סלניק1970 » 03 בינואר 2018, 13:41
הודעה מס' 9 vanek-in1 » 03 בינואר 2018, 13:42
הודעה מס' 10 אלכס72 » 06 בינואר 2018, 01:56
נפתח היום מהצד של הגפה. שלף את האוגן החוצה. מחובר אליו עם שני ברגים. סוג של מנגנון קפיץ. עם עול. ציוד השמש נשאר על האוגן. זה כולל ציוד קטן. שנמצא על הפיר של ההגה עצמו. גדל בנוצה ידנית. תמיכה ואסף הכל. הנוצה לא נופל. בסדר גמור. אבל היא לעולם לא חוזרת לפסגה.
אני קורא. מה יש בארון. . עד כמה שהבנתי. יש שרשרת עם עומס כדי להחזיר את הנוצה למעלה.
ועוד שאלה: ספרו לי את המכשיר של הפקק על ההגה 125ki. הפסדתי.
כמה קשה להכין את זה בעצמך?
נשלח לאחר 2 דקות 53 שניות:
סיפור רקע קטן. זמן מה עבדתי בבית מלאכה לתיקון משאבות דלק בלחץ גבוה (משאבות דלק בלחץ גבוה), והייתה מקדחה נטושה, כלומר מכונת קידוח, בקומה השנייה. הבעלים הוציא אותו לעזאזל, וקנה לה, לדעתו, "תחליף הולם". כששאלתי מה נסגר איתה הוא ענה שהנוצה דופק וכבר אי אפשר לה לקדוח.
כשהסתובבתי במכונה, הבנתי שהבעלים, למזלי, מלא
הטיפש טעה, והבעיה היא במיסבים. אבל לא סיפרתי לו על זה, אלא פשוט הצעתי לקנות ממנו את ה"זבל" הזה במחיר של גרוטאות, שלמעשה הוא הסכים לה מהר. כך הפכתי לבעלים הגאה של מכונת קידוח מסוף שנות ה-60 במשקל של כ-150 קילוגרם, העמוד שלה יצוק, מקשה אחת, מורס מתחדדת מס' 2 בנוצה ומנוע קילוואט. בקיצור, מכונה תעשייתית די קטנה.
התקשרתי מהר לחבר עם משאית למחצה ואנחנו, בזמן שאיש לא שינה את דעתו, פירקנו אותה לחתיכות ניתנות לעיכול, העמסנו אותה לרכב והבאנו אותה לביתי לסדנת המרפסת שלי.

לאחר מכן הגיע פירוק מפורט יותר של המכונה, לחיצה החוצה את המיסבים שנהרגו בפח:

אחרי זה: שטיפה של הכל משומן ישן, ניקוי מצבע ישן, החלפת מיסבים במיסבים חדשים מסוג סגור (סתומים בשומן מהיצרן).



"כובע נקי" - כיסוי מגן של חגורות:

מכלול קולמוס כבר עם מיסבים חדשים:

במקביל, בוצעו שפכטל וצביעה של המכונה:



החלקים האחרונים נשטפים, מכווצים מונחים על הידיות למראה אסתטי יותר, קונים גריז (גריז) והכל מוכן להרכבה סופית:



לאט לאט הכל נכנס למקומו:

תוך כדי כך הוחלט לא להתרחץ עם המנוע התלת פאזי הישן, עדיין אין לי שלושה פאזים בבית, אז התקבל מנוע חדש בהספק קילוואט והוכן מתאם. הגלגלת מונפת למקומה הראוי במנוע החדש:

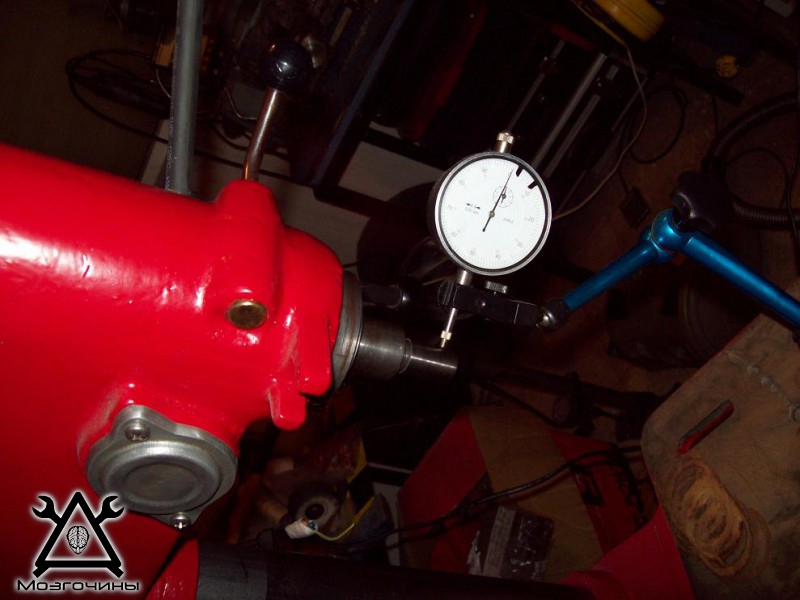
כשזכרתי שיהיה נחמד לבדוק את תוצאות תיקון הנוצה, או יותר נכון, החלפת מיסבים, ולהסתכל על הפעימות שנוצרו, ניסיתי לעשות זאת. ו- הו, נס! - למרות העובדה שבבחירת מיסבים לא הקפדתי על דרגת הדיוק, התוצאה עלתה על כל הציפיות, הטווח הרדיאלי היה 0.01:
לבסוף, כמה דברים קטנים אחרונים - והמכונה כבר במקום:


ובסוף - קוריוז קטן. המכונה יצאה פשוט מבריקה, מדויקת, חזקה, אבל בעיה אחת: היא מסתובבת בצד השני, כלומר שמאלה
מוסר ההשכל של הסיפור הוא: אל תשתה הרבה בירה בעת שיפוץ ציוד. שיגרתי אותו מאה פעמים, סובבתי אותו, ירקתי אותו ואף פעם לא שמתי לב לעובדה שהוא מסתובב בכיוון ההפוך (כנראה בגלל שלא הייתה מחסנית, אבל זה לא נראה על הציר העגול). אבל זה לא משנה. לאחר שהפעלתי את המנוע, הבנתי שלא ניתן יהיה להפוך אותו בקלות, וירקתי עליו, קניתי סט מקדחים "שמאליים", אני משתמש בו כבר כמה שנים ואני שמח כמו פיל

- מדליון סטימפאנק עשה זאת בעצמך - 16/12/2016
- מצית סטימפאנק – 08/12/2016
- כונן הבזק נוסף של Steampunk - 28/07/2016
- כונן הבזק של Steampunk - 07/12/2016
- קורקינט הטיה חשמלי – 18/06/2016
- לוח מחוונים לקורקינט חשמלי – 06/04/2016
- מיני קובוטן, פותחן בקבוקים, מחזיק מפתחות – 05/12/2016
- מיני פטיש - 30/04/2016
- כונן הבזק בצורת מצת - 25/04/2016
- תליונים לאופנוענים – סרטון – 18.04.2016
- חיבור חשמלי לכיסא גלגלים - 07/09/2014
- פנסי לד למחזורים חשמליים – 25/06/2014
- מנורה פוסט גרעינית - 24/06/2014
- פנסי לד לאופניים חשמליים – 22/06/2014
- מכונת קצוות שיש – 21.06.2014
האם ניתן לשנות את כיוון הסיבוב? למיטב ידיעתי, רק כאשר מחברים את הפיתולים עם "משולש" עם מובילים מולחמים זה בעייתי לשנות את כיוון הסיבוב. בכל שאר המקרים זה אפשרי.
מעמד. האם יהיו עוד מאמרים עם שחזור?
אם אמצא תמונות, תהיה עוד אחת על מחרטה קטנה :)
הסתכלתי על התמונות, לא, זה סיוט מוחלט, שום דבר לא נראה עליהם, יהיו פרויקטים אחרים
לא כל פאזה היא הפיכה בקלות, אצלי אי אפשר בלי פירוק מלא כדי להגיע לפיתולים, פשוט החלטתי לא לעשות אמבט אדים.
המכונה עובדת כבר 4 שנים ואין תלונות, מקדחות שמאליות משמשות לרוב במכונות CNC ולכן הן באיכות הרבה יותר גבוהה, שכן הן מיועדות לעומסים כבדים.
סדנה אפשרית כמובן, אבל חוץ ממנה יש עשרות מאמרים
אתה רק צריך לחשוב באיזה חלק לפרסם את זה.
בוא נראה, אני חושב שעדיף נושא נפרד, למשל, בערכת כלים.
סוּפֶּר. הפוסט הבא פרסם את הסדנה שלך. כולם כבר העריכו והיו רוצים לראות את מקום העבודה שלך. אני חושב שזה ייחשב.
הדפדפן שלך אינו תומך בד.





מכונות קידוח אנכיות אוניברסליות 2H125, 2H135, 2H150 משמשות במפעלים עם ייצור בקנה מידה בודד וקטן ומיועדות לבצע את הפעולות הבאות: קידוח, קידוח, שקיעה נגדית, שקיעה נגדית, קידוח וגיזום בסכינים.
הנוכחות של הזנת ציר מכני על מכונות, עם שליטה ידנית על מחזורי העבודה, מאפשרת עיבוד של חלקים במגוון רחב של גדלים מחומרים שונים באמצעות כלים העשויים מפלדות פחמן גבוהות ומהירות וסגסוגות קשות.
המכונות מצוידות במכשיר להיפוך המנוע החשמלי של התנועה הראשית, המאפשר השחלתן בברזי מכונה כאשר הציר מוזן ידנית.
קטגוריית מיקום 4 לפי GOST 15150-69.
סכימה קינמטית
התרשים הקינמטי של המכונות 2H125, 2H135 מוצג באיור 5.
בשל הפשטות של סכימות קינמטיות, התיאור שלהן אינו ניתן.
הערה.שרשרת תנועת השולחן זהה עבור כל שלוש המכונות.
שרשרת ההזנה זהה עבור מכונות 2125 ו- 2H135.
עמוד, שולחן, תנור
העמוד של המכונה הוא יציקת ברזל. ראש הקידוח והשולחן מוזזים ידנית לאורך מובילי עמודי הזנב. לשולחן המכונה שלושה חריצי T. על לוח היסוד מותקנת משאבה חשמלית, ובתוך הלוח יש מיכל עם בור לקירור.
תיבת הילוכים והנעה
תיבת ההילוכים מודיעה לציר על 12 מהירויות סיבוב שונות בעזרת בלוקים ניידים 5 (איור 7), 7, 8. תומכי גל תיבת ההילוכים ממוקמים בשתי לוחות - העליון 1 והתחתון 4, מהודקים יחד בארבעה מחברים 6. תיבת ההילוכים מונעת במיקום אנכי על ידי המנוע החשמלי דרך הצימוד האלסטי Yu וגיר 9. הציר 2 האחרון של התיבה - השרוול - יש חור מחורר שדרכו מועבר הסיבוב אל הציר. דרך צמד גלגלי השיניים 3, הסיבוב מועבר לתיבת ההזנה. שימון תיבת ההילוכים, כמו גם כל יחידות ההרכבה של ראש הקידוח, מתבצע ממשאבת בוכנה המותקנת על הצלחת התחתונה 4. פעולת המשאבה נשלט על ידי מחוון שמן מיוחד בחזית לוחית המנוע.
מנגנון להחלפת מהירויות והזנות
החלפת מהירויות מתבצעת על ידי ידית 2 (איור 8), בעלת ארבעה מצבים לאורך ההיקף ושלושה לאורך הציר, החלפת הזנות מתבצעת על ידי ידית 3, בעלת שלושה מצבים לאורך ההיקף עבור מכונות מדגמי 2H125, 2H135 וארבעה עבור 2H150, ושלושה עמדות לאורך הציר. ידיות ממוקמות בצד הקדמי של ראש הקידוח. הספירה לאחור של המהירויות וההזנות הכלולים מתבצעת בהתאם ללוחות 1 ו-4.
תֵבַת הִלוּכִים
המנגנון מותקן בבית נפרד ומותקן בראש הקידוח. תשע הזנות שונות ב-2H125, 2H135 ו-12 הזנות ב-2H150 נעשות על ידי הזזת שני ערכות ההילוכים המשולשות. במכונות 2H125 ו-2H135, תיבות ההזנה שונות רק בכונן, המורכב במכונה 2H125 מגלגלי שיניים I (איור 9), במכונות 2H125, 2H135 - של גלגלי שיניים 2, 3 - בהתאמה. תיבת ההזנה מותקנת בקדח של התמיכה העליונה של תולעת מנגנון ההזנה. על הציר האחרון של התיבה, נטוע מצמד 4, המעביר סיבוב לתולעת.
ראש מקדחה
ראש הקידוח הוא יציקת ברזל יצוק של קטע תיבה, בו מותקנות כל יחידות ההרכבה העיקריות של המכונה: תיבת הילוכים, תיבת הזנה, ציר, מנגנון הזנה, משקל נגד ציר, וגיר והזנה. מנגנון מיתוג.
מנגנון ההזנה, המורכב מגיר תולעת, מוט אופקי עם מתלה ופיניון, איבר, מצמדים עוקפים של פקה וראצ'ט, גלגל יד, הוא חלק בלתי נפרד מראש הקידוח.
מנגנון ההזנה מונע מקופסת ההזנה ונועד לבצע את הפעולות הבאות:
גישה ידנית של הכלי לחלק; הפעלת הזנת העבודה;
התקדמות הזנה ידנית;
כיבוי הזנת העבודה;
משיכה ידנית של הציר למעלה;
הזנה ידנית המשמשת בהשחלה.
עיקרון הפעולה של מנגנון ההזנה הוא כדלקמן: כאשר גלגל היד 14 (איור 10) מסתובב, מצמד הפיקה 8 מסתובב על עצמו, המסובב את ציר הגלגלים 3 של המתלה דרך מצמד חצי הכלוב 7, והציר מוזן ידנית. כאשר הכלי מתקרב לחלק, נוצר מומנט על ציר גלגל השיניים 3 שלא ניתן להעבירו על ידי שיני מצמד הזיזים 8, וחצי המצמד 7 נע לאורך הציר עד לקצוות הזיזים של חלקים 7 ו-8. אחד נגד השני. ברגע זה, מצמד הזיזים 8 מסתובב ביחס לציר ההילוכים 3 בזווית של 20 מעלות, המוגבלת על ידי חריץ בחלק 8 וסיכה 10. דיסק חיגר דו-כיווני 6 יושב על חצי התפס -מצמד 7, מחובר לחצי המצמד עם כפתורים 13. בעת הזזת הקליפ-חצי מצמד 7 שיני הדיסק 6 משתלבות בשיני הדיסק 6 העשויות אינטגרליות עם גלגל התולעת 5.כתוצאה מכך, הסיבוב מהתולעת מועבר למתלה והציר מוזן מכנית. עם סיבוב נוסף של גלגל ההגה 14 כשההזנה מופעלת, הכפות 13, היושבות בכלוב-חצי מצמד 7, מחליקות על השיניים של הצד הפנימי של הדיסק 6; יש התקדמות ידנית של ההזנה המכנית.
מנגנון ההזנה מאפשר הזנה ידנית של הציר. לשם כך, כבה את ההזנה המכנית עם גלגל היד 14 והרחיק ממך את המכסה 9 לאורך ציר ציר ההילוכים 3. במקרה זה, הפין 11 מעביר מומנט ממצמד הפיזיות 8 אל הציר האופקי. איבר 4 מותקן על הקיר השמאלי של ראש הקידוח לקריאה ויזואלית של עומק העיבוד והגדרת המצלמות.
לתנועה ידנית של ראש הקידוח לאורך עמודי ההכוונה, קיים מנגנון המורכב מזוג תולעים 2 וזוג מתלה 1. כדי להגן על מנגנון ההזנה מפני שבירה, קיים מצמד בטיחותי 15. אום 16 ובורג 17 הם משמש להתאמת משקל הנגד הקפיץ.
הציר (איור 11) מותקן על שני מיסבים כדוריים. כוח ההזנה הצירי נתפס על ידי מיסב הדחף התחתון, וכוח הנוק-אאוט של הכלי נתפס על ידי זה העליון. המסבים ממוקמים בשרוול 3, שנע לאורך הציר בעזרת זוג מתלה. מיסבי הציר מותאמים עם אום 1
כדי לדפוק את הכלי, נעשה שימוש במכשיר מיוחד על ראש הציר. נוק-אאוט מתרחש כאשר הציר מורם על ידי גלגל היד. מחזיק ההתקן מונח על גוף ראש הקידוח, והמנוף 4, מסתובב סביב הציר, דופק את הכלי.
תרשים חיווט
הפעלת מכונת ההיכרות Q1 מפעילה את המעגלים הראשיים והעזר, מנורת האות H2 נדלקת בשלט הרחוק. אם נדרשים קירור ותאורה, המתגים המתאימים מכוונים למצב ON.
על ידי לחיצה על הכפתור S2 ימינה, סליל המתנע K1 מופעל, המגעים הראשיים מפעילים את המנוע החשמלי M1 לסיבוב הנכון של הציר. דרך מגעי העזר K1 מופעל המתנע K2, הכולל את המנוע החשמלי M2 וממסר ההשהיה K7.
לחיצה על הכפתור S3 LEFT מכבה את המתנע K1, מנוע M1, ממסר K7. לאחר פריקת הקבל SZ, המגעים של ממסר K7 (28-26) סגורים, ומתנע הקצר במנוע החשמלי M1 מופעל לסיבוב שמאלי של הציר. ממסר K7 נדלק שוב.
עם היפוך אוטומטי, מיתוגים אלה מתרחשים כאשר מתג המיקרו S6 מופעל על ידי פקה המותקנת על החוגה.
העצירה מתבצעת על ידי לחיצה על הלחצן S1 STOP. במקרה זה, המתחילים K1 או הקצר, K2, המכבים את המנועים החשמליים M1, M2, כבויים. דרך המגעים של ממסר K7 (7-9), ממסר K6 מופעל, ולאחר מכן הפעלת המתנעים K4 ו-K5. פיתולי המנוע M1 מחוברים באמצעות מיישר V1, V2 לשנאי T1. הציר נבלם בצורה אלקטרודינמית.
לאחר פריקת הקבלים C1, C2, ממסר K6 כבוי, אשר מכבה את המתנעים K4, K5.
בעת החלפת מהירויות, אם ההילוכים אינם משתלבים, מופעלת תנועת נדנוד של הרוטור של המנוע M1. על ידי לחיצה על כפתור S4 SWING, הסטרטר K4 מופעל, ומספק מתח מתוקן מופחת דרך השלבים IC2-IC3.
דרך ההתנגדות R2, ממסר K6 מופעל בהשהיה, אשר מכבה את המתנע K4 ומפעיל את המתנע K5. במקרה זה, המתח המופחת זורם דרך שלבי ICI-IC2. העברות כאלה מספקות נדנוד של הרוטור, מה שמקל על החלפת הילוכים.
מכונת קידוח אנכית 2n125 מיועדת לקידוח, קידוח, שקיעה נגדית, חורים בחלקים בייצור בקנה מידה קטן. דרגת הדיוק של המכונה היא H (רגיל).
העיצוב של מכונת הקידוח קשיח ועמיד מספיק, מה שמבטל את האפשרות של רטט במהלך העיבוד. ניתן לעבד חלקים מחומרים שונים (פלדה, ברזל יצוק, חומרים לא ברזליים), כלי עבודה מהירים (R6M5, R18) או מסגסוגת קשיחה (TK, VK).
מכשיר מכונת קידוח:
- כונן ראשי;
- תיבת מהירות מכונה;
- משאבת בוכנה;
- משאבת בוכנה;
- תיבת הזנה למכונה;
- עמוד, שולחן, תנור;
- מנגנון לבקרת מהירויות סיבוב והזנות;
- אָרוֹן;
- ציוד חשמלי של המכונה;
- נול;
- מערכת קירור מכונה;
- ראש מכונת קידוח.
3. שסתום מיתוג קירור;
4.19. ברגי כוונון של טריז השולחן וראש הקידוח;
5. ידית להזזת השולחן והראש;
6.18. ברגי מהדק שולחן וראש;
10. לחצן איתות המכונה פועלת;
11. כפתור להפעלת הסיבוב הימני של הציר;
12. כפתור להפעלת הסיבוב השמאלי של הציר;
13. לחצן להפעלת תנועת הנדנוד של הציר בעת החלפת מהירויות סיבוב והזנות S;
14. ידית הילוכים;
21. ידית להחלפת הזנות;
22. כפתור הפעלת הזנה ידנית;
23. גלגל יד של מנגנון ההזנה;
24. איבר לספירת עומק העיבוד;
27. מתג משאבת קירור;
28. פקה להתאמת עומק העיבוד;
29. פקה להגדרת עומק החוט הנחתך;
30. הידית של היפוך אוטומטי של הכונן הראשי כאשר הערך המצוין של עומק החוט הנחתך הגיע;
31. מנוף לכיבוי הזנה כאשר מגיעים לעומק קבוע מראש של עיבוד חור;
32. ריבוע לתנועה ידנית של הראש.
הודות ליחידות הניידות 5, 7, 8, תיבת ההילוכים קולטת ומשדרת 12 מהירויות סיבוב שונות אל הציר. תומכי הציר (מיסבים) של תיבת ההילוכים ממוקמים בשתי לוחות 1 ו-4, המחוברות יחד עם ארבעה מצמדים 6. תיבת ההילוכים מסתובבת ממנוע חשמלי הממוקם אנכית דרך מצמד בטיחות אלסטי 10 וגלגל הילוך 9.
פיר 2 - שרוול - עשוי עם חור מחורר, שדרכו מועבר הסיבוב אל הציר. דרך צמד ההילוכים 3, המומנט מועבר לתיבת ההזנה.
תיבת ההזנה מותקנת בתוך בית נפרד מברזל יצוק ומותקנת בראש הקידוח. התנועה מתבצעת באמצעות שני בלוקים משולשים של גלגלי שיניים ומקבלת תשע הזנות שונות.
| סרטון (לחץ להפעלה). |
מנגנון ההזנה מחובר לקופסת ההזנה ונועד לבצע פעולות שונות, כלומר:
- אספקה ידנית של כלי החיתוך לחומר העבודה;
- הפעלת הזנת העבודה של הכלי;
- תנועת הזנה ידנית;
- כיבוי הזנת העבודה של הכלי;
- משיכה ידנית של ראש הציר למעלה;
- הזנה ידנית S, משמשת לחיתוך חוטים שונים.












